



低合金高强度结构钢焊接时,受热影响区淬硬倾向、扩散氢含量
表3-1 常用低合金高强度结构钢的牌号及化学成分(GB/T 1591—2008)
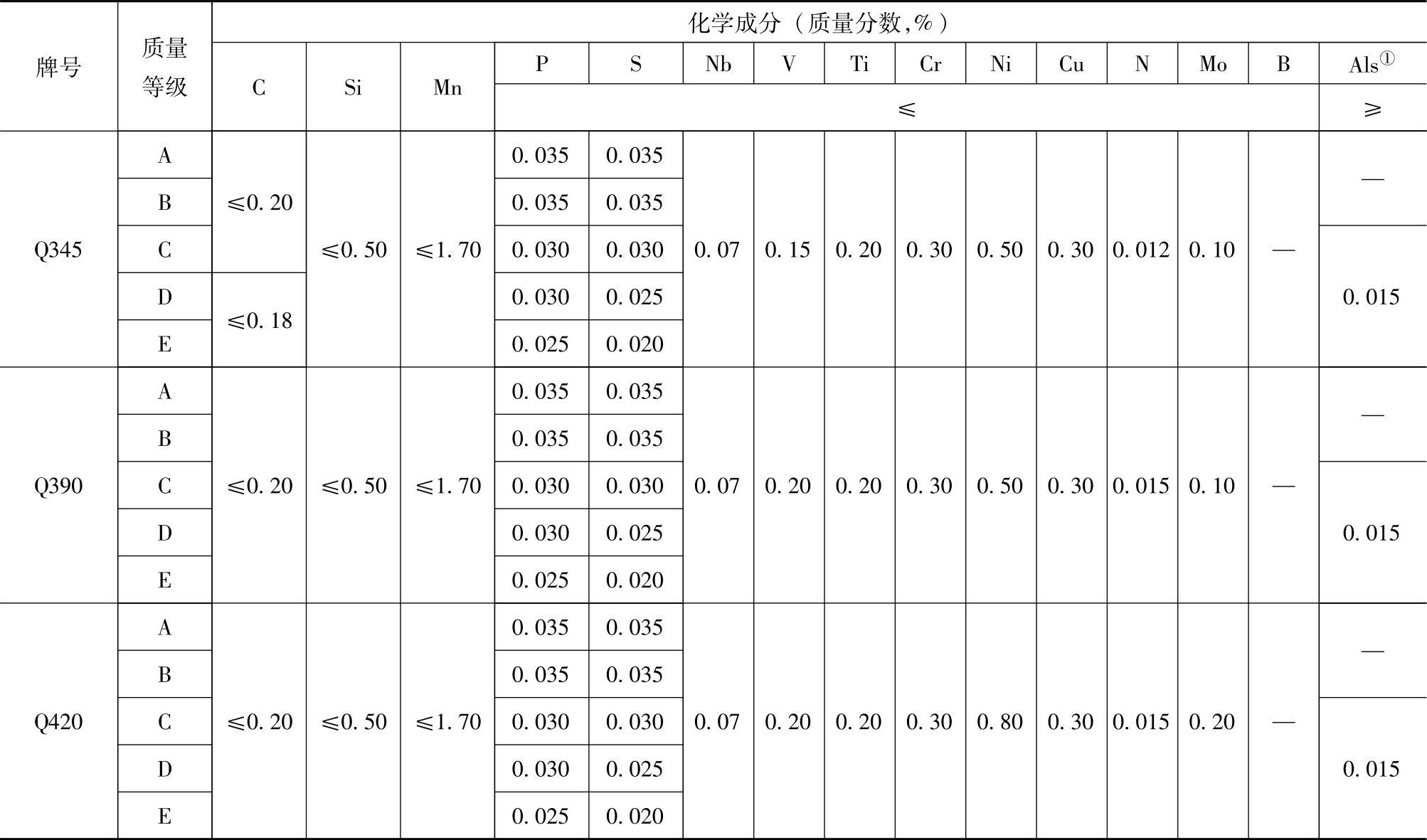
① Als指钢中酸溶铝含量。
表3-2 常用低合金高强度结构钢的力学性能(GB/T 1591—2008)

表3-3 锅炉和压力容器用钢板的牌号和化学成分(GB 713—2008)
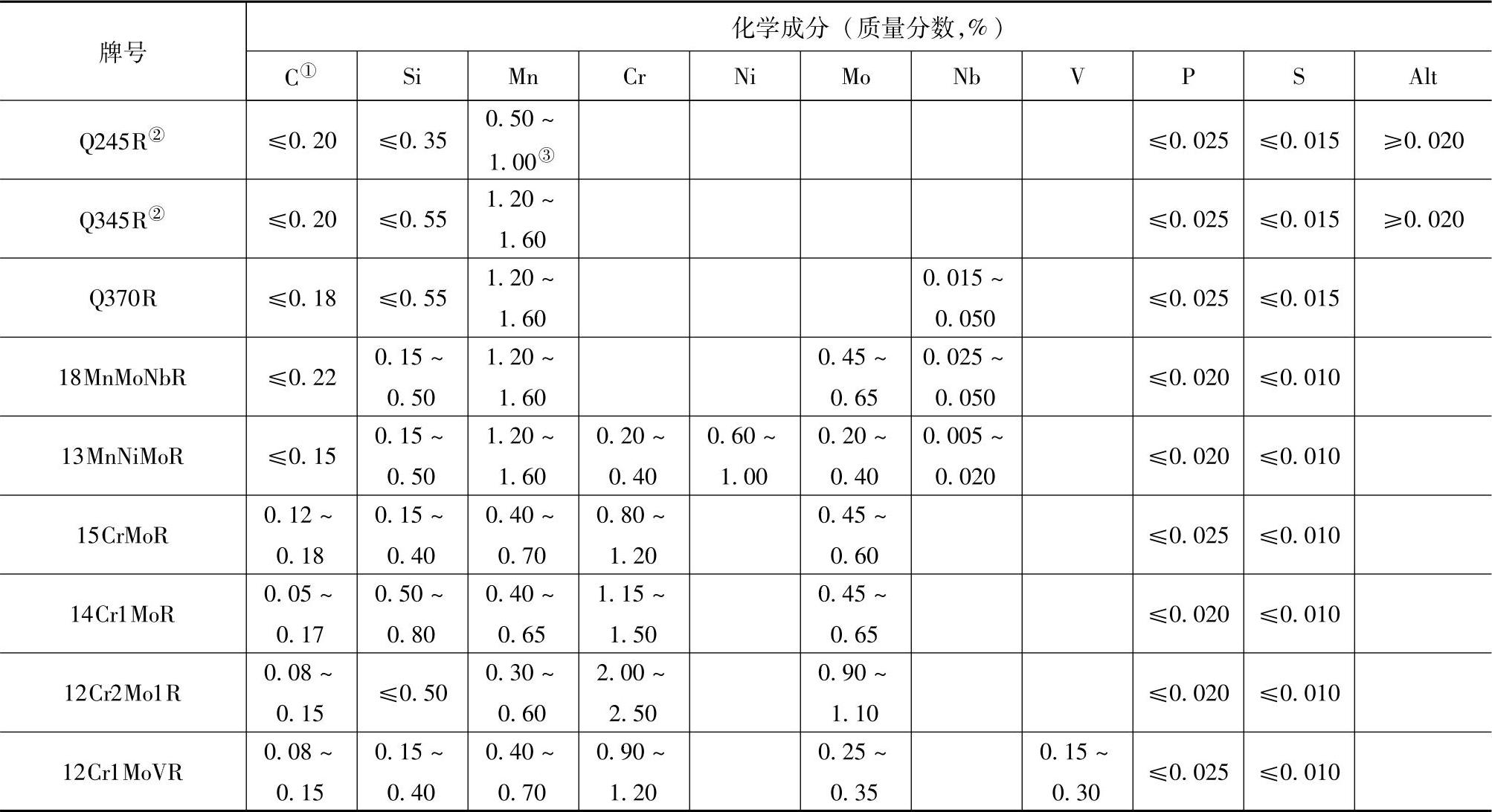
① 经供需双方协议,并在合同中注明,C含量下限可不作要求。
② 如果钢中加入Nb、Ti、V等微量元素,Alt含量的下限不适用。
③ 厚度大于60mm的钢板,Mn的质量分数上限可至1.20%。
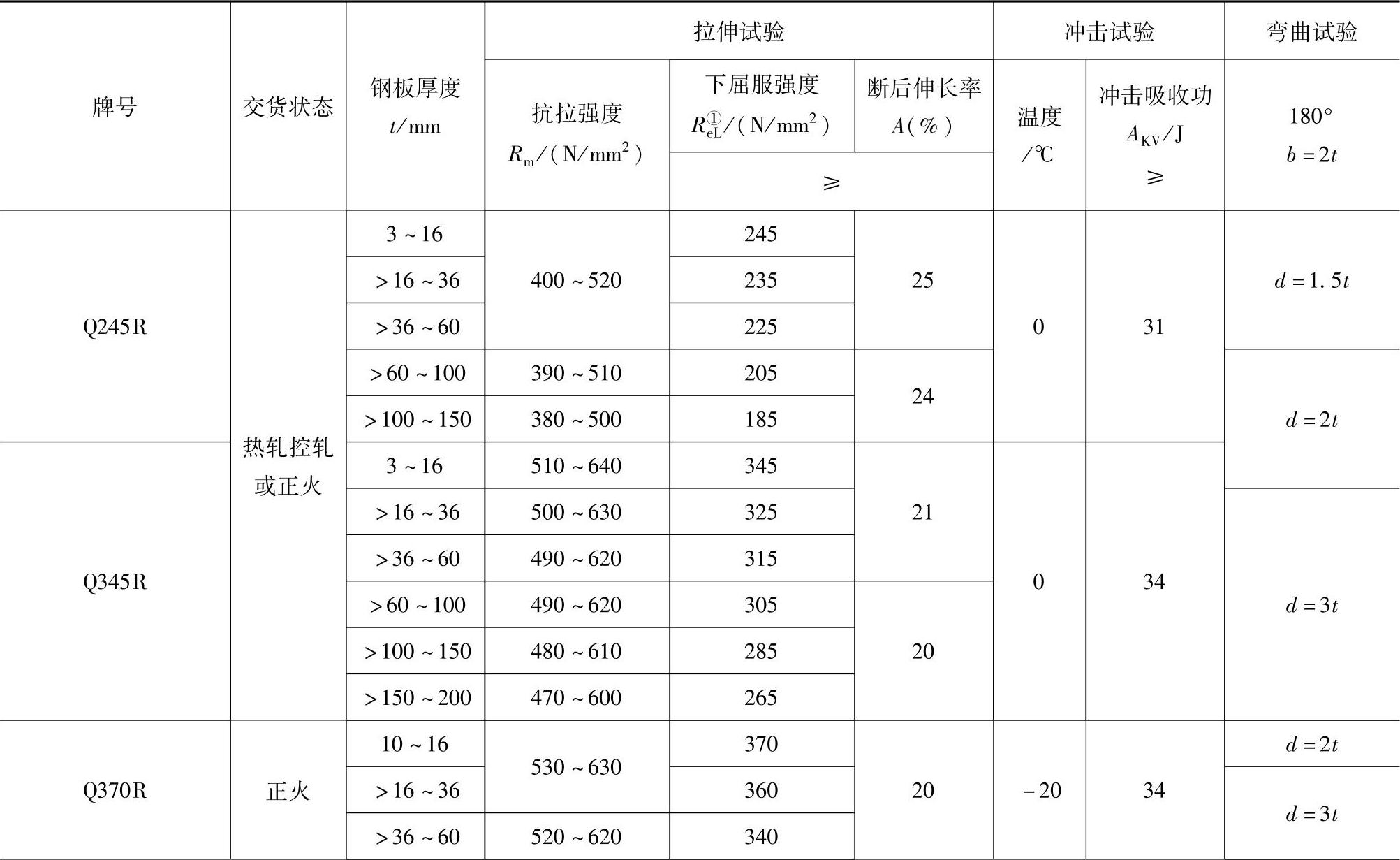
表3-4 锅炉和压力容器用钢板的力学性能和工艺性能(GB 713—2008)
(续)(https://www.xing528.com)
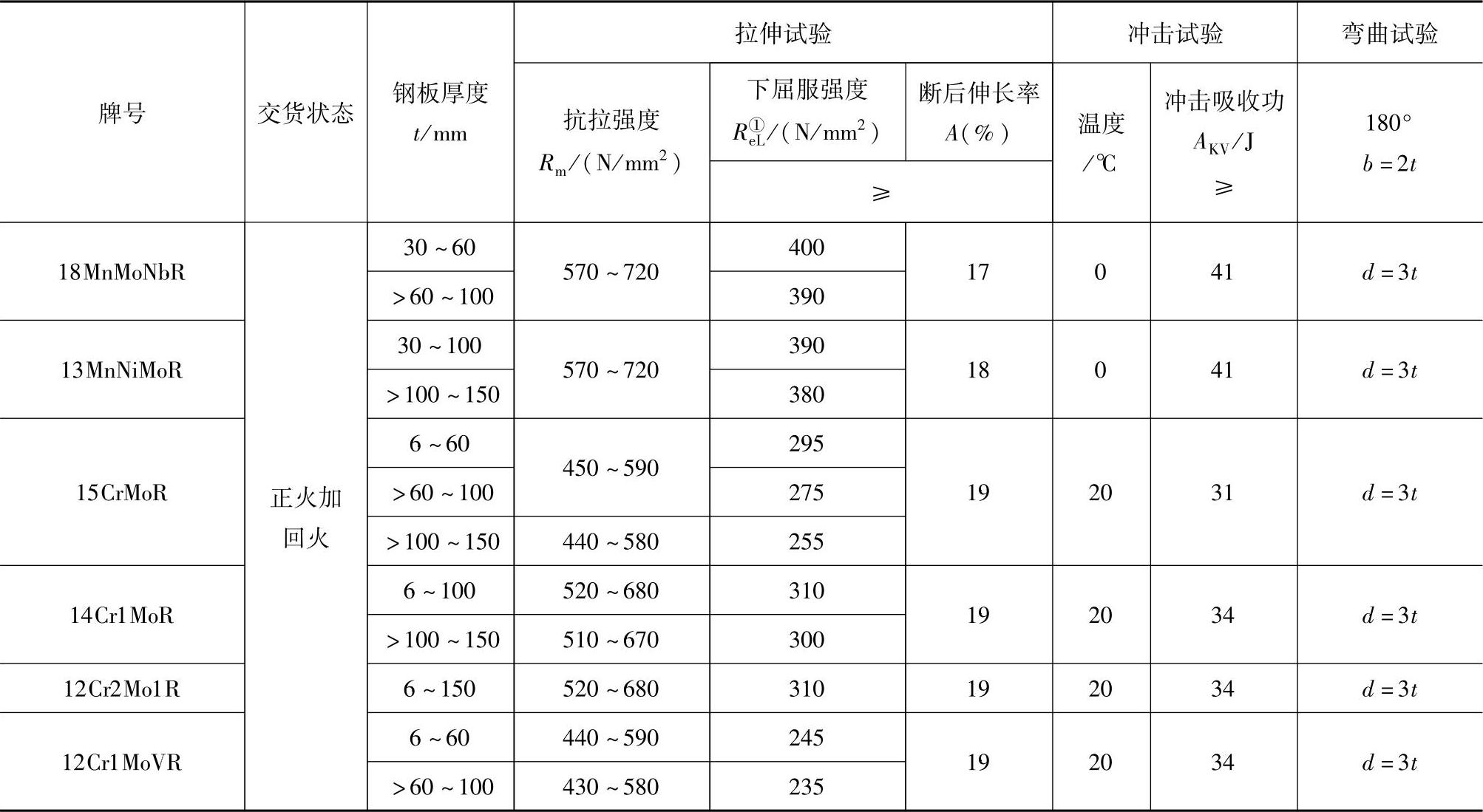
注:b—试样宽度;t—试样厚度;d—弯心直径。
① 如屈服现象不明显,屈服强度取Rp0.2。
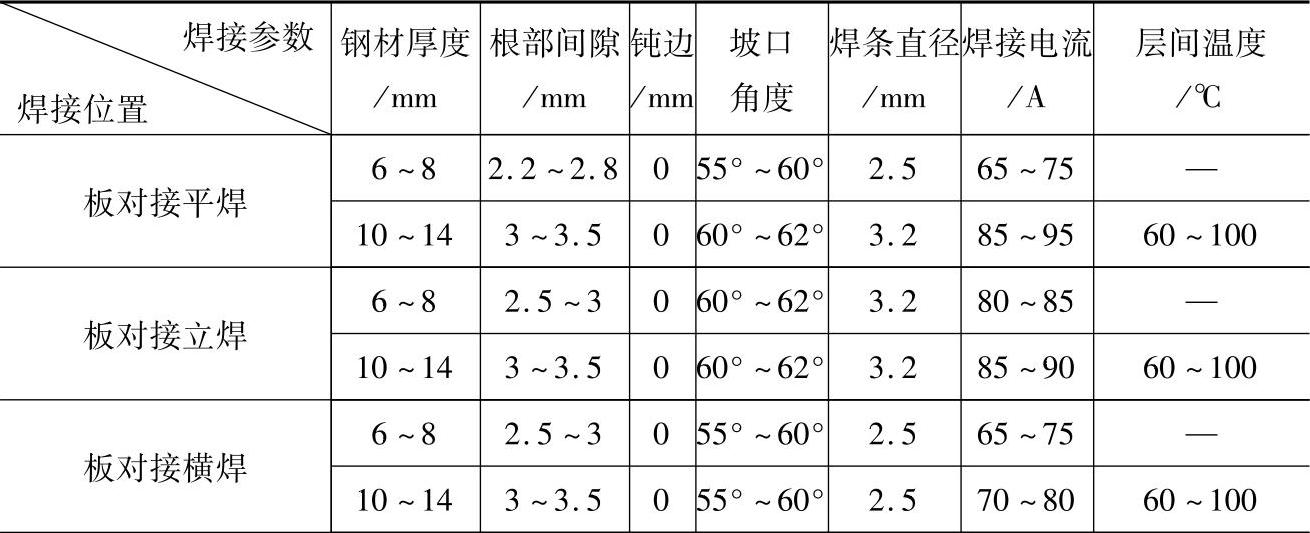
和钢的拘束应力三方面的影响较大,因此焊接低合金钢时,必须采取相应的工艺措施,以保证焊件质量。对于屈服强度低于390MPa的低合金钢,钢材厚度不超过16mm时,一般情况下,不必采取焊前预热措施,但焊接过程中若能保持一定的层间温度,则有助于防止钢材的淬硬倾向。在焊接培训中最常用的低合金高强度结构钢Q345(16Mn)的焊接保持一定的层间温度是非常重要的。如不能有效地控制层间温度,则很难保证焊件焊后的力学性能。Q345(16Mn)钢采用连弧焊法单面焊双面成形的焊接参数见表3-6,采用断弧焊法单面焊双面成形的焊接参数见表3-7。
表3-5 低合金高强度结构钢焊接材料的选择
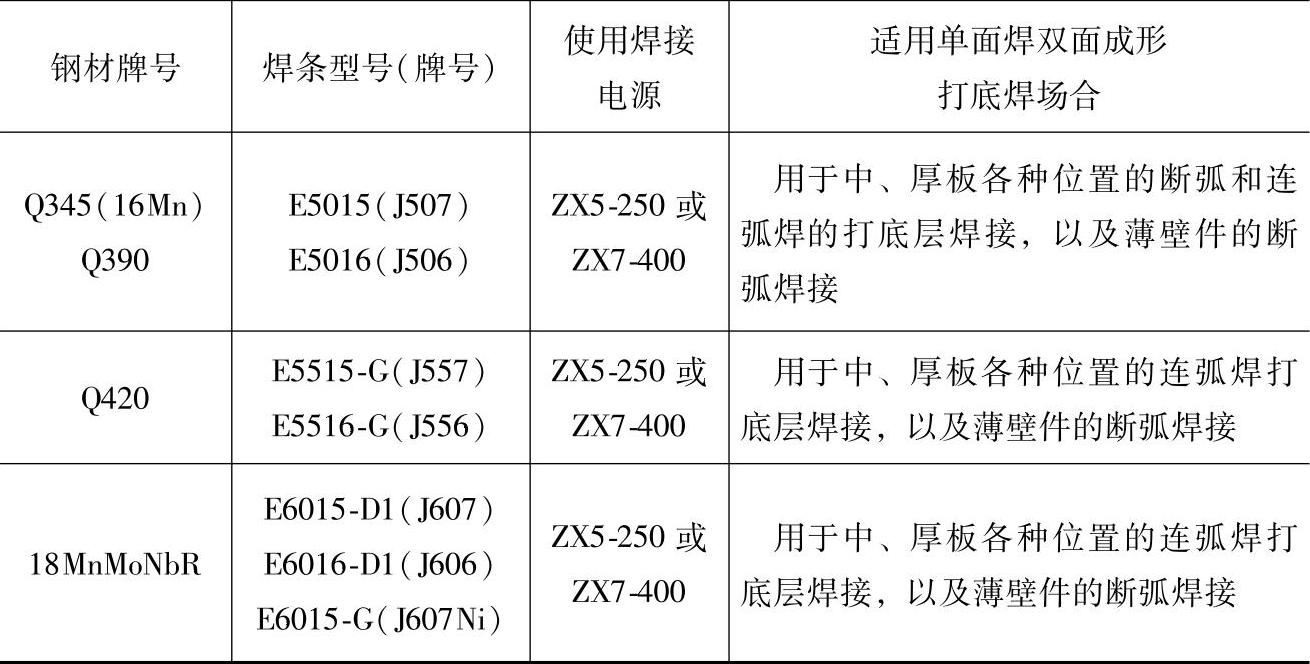
表3-6 连弧焊法单面焊双面成形的焊接参数
(续)
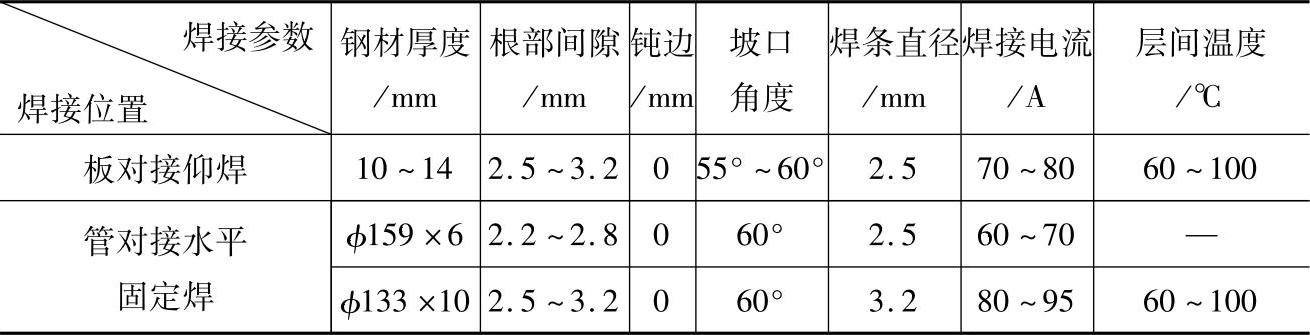
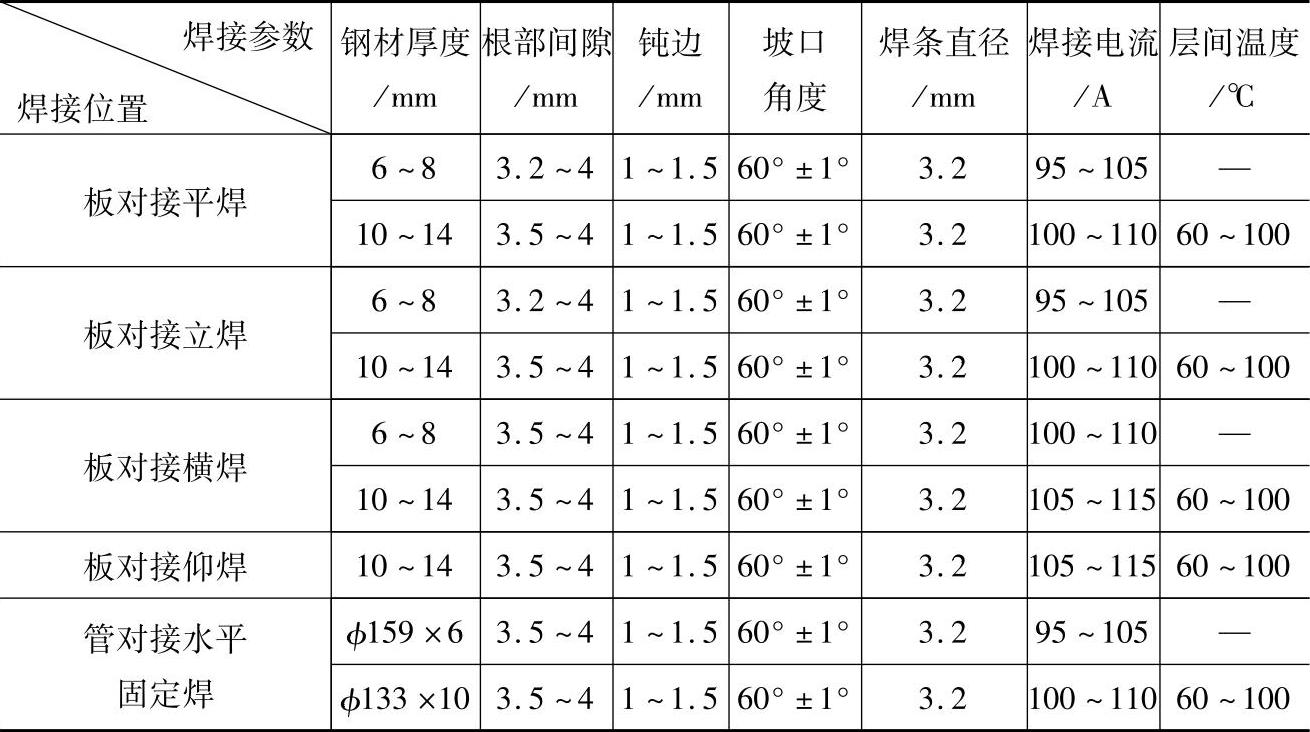
表3-7 断弧焊法单面焊双面成形的焊接参数
各种位置低合金高强度结构钢的单面焊双面成形操作技术将在后面的章节中分别做介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。