



1.焊前准备
(1)试件加工 选用φ159mm×6mm的20钢无缝钢管,用机械方法将其加工成长125mm、坡口角度为30°±1°的试件,不留钝边。
(2)试件的清理 用锉刀和砂纸将试件坡口两侧20mm范围内的铁锈、油污等清理干净,使之呈现金属光泽,并用锉刀加工出钝边。
(3)试件的组对与定位焊 试件组对形式如图2-29所示。
组对时,管子轴线中心应对正,内外壁要保持平整,没有错边。为防止焊接过程中由于焊缝收缩,使间隙尺寸减小,始焊端间隙为3.5mm,与始焊端对称面间隙应为4.0mm。试件组对的各项尺寸见表2-30。
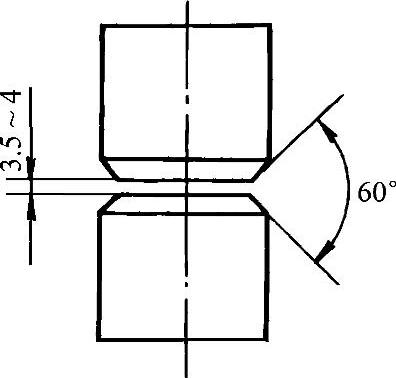
图2-29 试件组对示意图
表2-30 大管垂直固定组对的各项尺寸

大管垂直固定焊的定位焊一般有三种方法:
1)虚焊法。为减少焊接过程中环形焊缝接头的数量,降低在接头部位产生焊接缺陷的可能性,定位焊时可采用在坡口靠近表面位置虚焊的方法。虚焊法的优点是管件组装定位时,焊缝坡口内侧及间隙不被破坏,焊接过程中当焊至定位焊缝时,可用角向磨光机或錾削方法将虚焊点去掉,继续保持正常焊接,以获得优良的背面焊缝成形。
2)肋板搭桥定位法。肋板是将厚度为4~6mm的板料用气割方法制成,如图2-30所示的形状。每个试件互为120°对称装焊三个定位肋板,肋板开孔要不影响正常焊接中焊条的穿过。全部焊完后,打掉肋板并修磨好肋板焊缝。
3)击穿焊接定位法。采取与正式焊接相同的工艺方法,在试件互为120°角的地方击穿焊接10~15mm左右两处,成为永久焊缝。然后用角向磨光机将定位焊缝两端磨成斜坡状,定位焊缝内外要熔合良好,无缺陷,否则应重新组对定位。
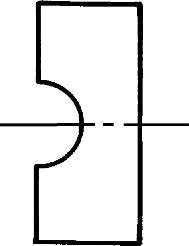
图2-30 定位肋板示意图
生产实际中,最常用的是击穿焊接定位法。
(4)焊接电源及焊条型号的选择 焊接电源可采用BX3-300-1型交流弧焊机,电源空载电压不低于70~80V,电源的动特性和调节特性良好。焊条型号可选择E4303,使用前经150~200°C烘干,保温1h,并放入保温筒中使用。焊前需检查焊条表面有无药皮开裂、脱落和焊芯生锈、偏心等现象。
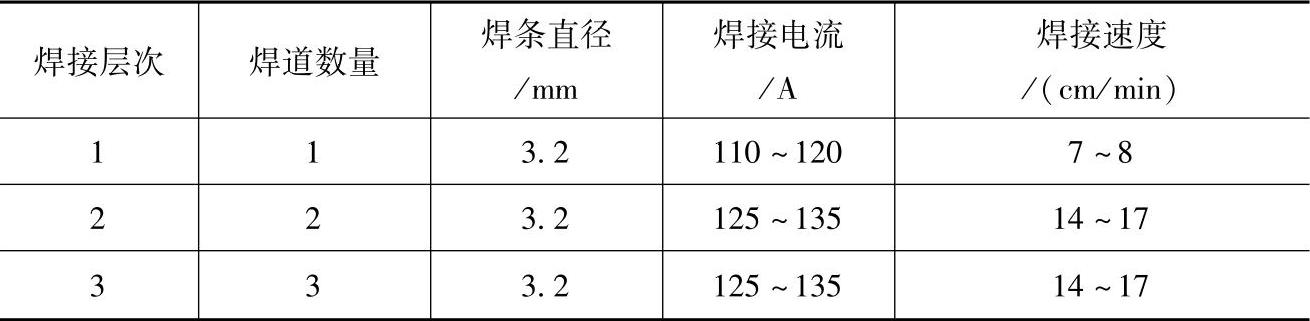
(5)焊接参数的选择φ159mm×6mm钢管对接垂直固定焊焊接参数的选择见表2-31。
表2-31 管对接垂直固定焊焊接参数的选择(φ159mm×6mm钢管)
2.焊接
(1)引弧 将组对好的试件垂直固定在适当的位置上,焊条角度如图2-31所示。引弧部位设在与定位焊缝相对称的地方。采用直击法在坡口内引弧。电弧引燃后,要拉长电弧预热坡口,待坡口两侧接近熔化状态时,压低电弧,在上下坡口根部搭桥连接。此时要注意焊条倾角不要太大,形成熔池后,立即断弧,不待熔池凝固,迅速跟进第二滴熔滴。(https://www.xing528.com)
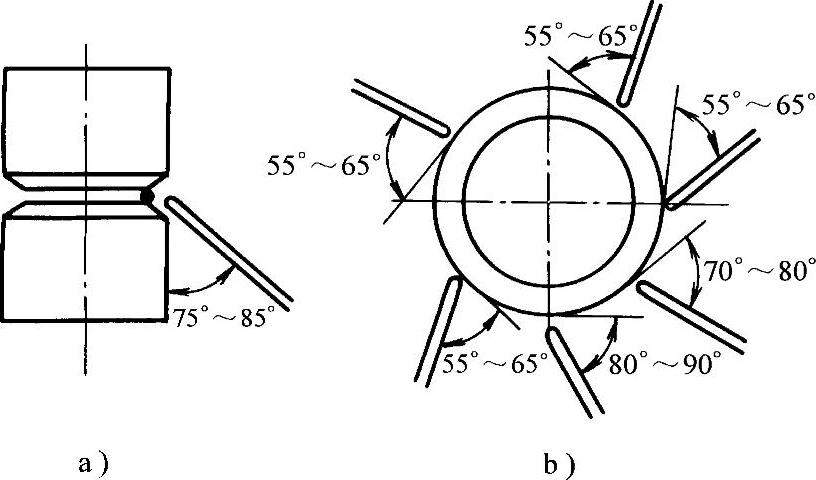
图2-31 焊条角度示意图
a)焊条与坡口下侧夹角 b)焊接时焊条角度变化
(2)打底焊 垂直焊时,焊缝为横向环位。熔滴和熔渣受重力影响易于下坠,影响对坡口下侧熔孔的观察。根据经验,应使坡口下侧钝边的熔化小于上侧,否则极易造成熔池下坠。而坡口上侧的熔孔也不应过大,一般控制在1~1.5mm之间。间断灭弧的时间为0.5~1s,较平位时快1倍,给送液态金属的时间也要短,要直接送入根部。焊接时要注意观察熔孔尺寸的变化,当熔池温度过高,坡口上侧熔孔增大时,应减少液态金属送进量,并在贴近熔池上端轻轻补进一滴液态金属。这样既可以减小熔孔尺寸,也可起到防止咬边的作用。每次送进熔滴的位置都要在坡口中心稍偏下处,且熔池保持内侧约为3/5,背侧约为2/5。因焊缝呈环形,焊接过程中保持一致不变的焊条角度是很困难的。要想取得良好的正、背两面焊缝成形,主要靠控制熔池温度和熔孔尺寸来实现。背面焊缝的高低主要取决于断弧焊接的频率,当频率适当时,可获得圆滑过渡的背面焊缝;当频率较慢时,背面焊缝易低于试件表面,甚至出现未焊透现象;频率过快时,使熔池温度过高,易出现背面焊缝超高,甚至形成焊瘤。
(3)收弧 收弧时,焊条角度要适当回收,并沿坡口上侧回焊5~10mm后停弧。也可采用点焊收弧法,使熔池变浅,缩小。两种方法都能起到防止产生冷缩孔的目的。点焊法收弧处的焊缝较薄,有利于熔池在冷却条件下接头,即冷接头。
(4)接头 接头方法可采用热接法和冷接法。
采用热接法时,停弧后应迅速更换焊条,在熔池尚处于红热状态时立即在坡口前方10~15mm处引燃电弧。引弧后迅速将电弧拉至原熔池偏上位置压低。焊条在向坡口根部运行的同时做斜锯齿形摆动,听到“ ”声后立即断弧。开始断弧焊接时,节奏稍快,间断焊接2~3次后,恢复正常焊接。
”声后立即断弧。开始断弧焊接时,节奏稍快,间断焊接2~3次后,恢复正常焊接。
由于某种原因不能采用热接法时,可采用冷接法。接头前,应先将熔池周围的焊渣和飞溅物清理干净,引弧后,将电弧拉长,对接头处预热1~2s,然后压低电弧,进行5~10mm的预热焊,预热焊时焊条做斜圆圈形摆动,当摆至接头根部时,将焊条向焊接方向倾斜60°~70°,听到击穿声后,恢复正常的断弧焊接。其接头方法与热接时相同。当焊到距定位焊缝4~5mm时,将电弧稍稍抬起,在接头处轻轻摆动1~2s,然后压低电弧紧贴坡口根部进行上下摆动连弧焊接。与定位焊缝连接后,不要立即停弧,应继续向前运条,直至形成下一个熔孔后再停弧。
从以上焊接过程的分析可知,大管对接垂直固定焊单面焊双面成形的机理和操作要点。
其成形机理是:焊接过程中沿焊接方向始终保持有一个在坡口上部较为清晰而下部被熔渣所覆盖的熔孔,其熔孔尺寸特点为上部较大、下部较小,液态金属通过熔孔在试件正、背两面形成焊接熔池,熔池在向焊接方向的不断运动中形成焊缝。
其操作要点为:焊接过程中采用均匀快捷的间断灭弧频率,控制好熔池温度,防止其受重力作用而产生下淌。焊接过程中焊条角度要环绕焊缝不断变化,使之始终保持在60°~70°之间,以保证液态金属能够透过熔孔均匀地送向熔池。
(5)填充焊 环形横焊填充层焊接时,必须保证焊缝上下两端熔合良好,不得出现未熔合和夹渣等缺陷。焊前需将打底焊缝上的焊渣和飞溅物等清理干净,有接头超高现象时,可用錾子或锉刀修平。
填充焊道分上、下两道,焊接第一道时焊条与焊接方向夹角为65°~75°,与坡口下端夹角为90°~100°,运条方法为斜圆圈形。焊接过程中注意电弧中心应对准第一层焊缝的下边缘,向前运条时不要将坡口棱角破坏,以防盖面时影响视线。接头时,引弧位置要在熔池前方10~15mm处,电弧引燃后,直接拉向熔池偏上部位,压低电弧向下斜焊,形成新的熔池后,即恢复正常焊接。
焊接第二道时,焊条中心对准第一道焊缝的上边缘。运条方法与前道相同。但焊条角度向下做适当调整。与坡口下端夹角为75°~85°。运条时注意电弧覆盖焊道情况,下侧要稍大于第一道焊缝中心,上侧要紧贴坡口边缘棱角处,如图2-32所示。填充焊缝表面基本上与试件表面高度取平或稍低于试件表面。
(6)盖面焊 盖面层共分为三道,依次向上焊接,焊条角度与第一层打底焊时相同。
盖面层第一道焊接采用直线形运条方法,短弧焊接。焊接中注意观察坡口下边缘熔合情况,一般熔池要熔化坡口边缘0.5~1mm,熔化太多时,焊缝直线度难于掌握;太少时,焊缝边缘熔合不好,易产生缺陷。
焊接第二道采用斜圆圈形运条方法,焊条摆动幅度要视剩余焊缝宽度而定。第二道焊缝要压住前道焊缝近2/3,焊道上部边缘距坡口边缘不超过3mm。
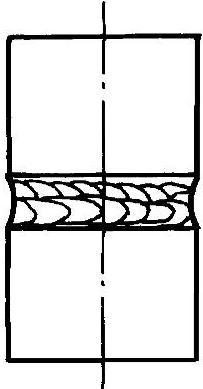
图2-32 填充层焊道示意图
焊接第三道时,要根据所剩焊缝宽度选择运条方法。宽度较大时,采用小幅度斜锯齿形摆动方法;宽度较小时,采用直线形运条方法进行焊接。焊接中要适当减小焊接电流,并缩短电弧,使熔化的液态金属和熔渣均匀覆盖在焊缝表面上,以得到整齐美观的焊缝成形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。