



1.焊前准备
(1)试件加工 选用厚度为5~6mm或10~14mm的Q235A低碳钢板,采用机械剪切或氧乙炔切割方法,将试件制成300mm×125mm的长方形试板,然后用铣床或刨床加工成单边V形坡口,坡口角度为29°±1°。仰焊时为取得较好的表面张力,其坡口角度一般小于其他焊接位置。
(2)试板清理 用砂纸和锉刀将试板坡口两侧20mm范围内的铁锈、油污等清理干净。然后用锉刀将坡口根部锉成圆滑过渡状,不留钝边。焊件不平时,应进行调整。
(3)试件的组对与定位焊 焊件组对尺寸见表2-24。仰焊时,由于操作较困难,断弧焊法不易掌握,采用连弧焊法则可以稳定电弧,取得较为理想的焊缝成形。但连弧焊接需要窄的间隙来保证焊接质量,因此焊件组对时间隙大小十分重要。一般地说,当焊接厚度为10mm的钢板时,焊缝坡口装配间隙宜控制在始焊端2.5mm,终焊端3.2mm为宜。反变形角度也应控制在4°~6°。反变形角度太小,坡口变窄,不利于击穿焊缝;反变形角度太大,又使坡口加大,易使焊接熔池下坠,不利于单面焊双面成形。
表2-24 仰焊试板的组对尺寸(单位:mm)

仰焊定位焊方法与前几节所述焊接位置的定位焊方法相同,这里不再详述。
(4)焊接电源及焊接材料的选择 焊接电源可选择BX1—300型或BX3—300—1型交流弧焊机,电源的空载电压在70~80V之间,电源动特性良好。
焊条型号可选择E4303,使用前经150~200°C烘干,保温1h,放入保温筒内。焊条使用前需检查其药皮表面有无开裂脱落等现象,焊芯有无生锈、偏心等。无此问题后,才能正常使用。
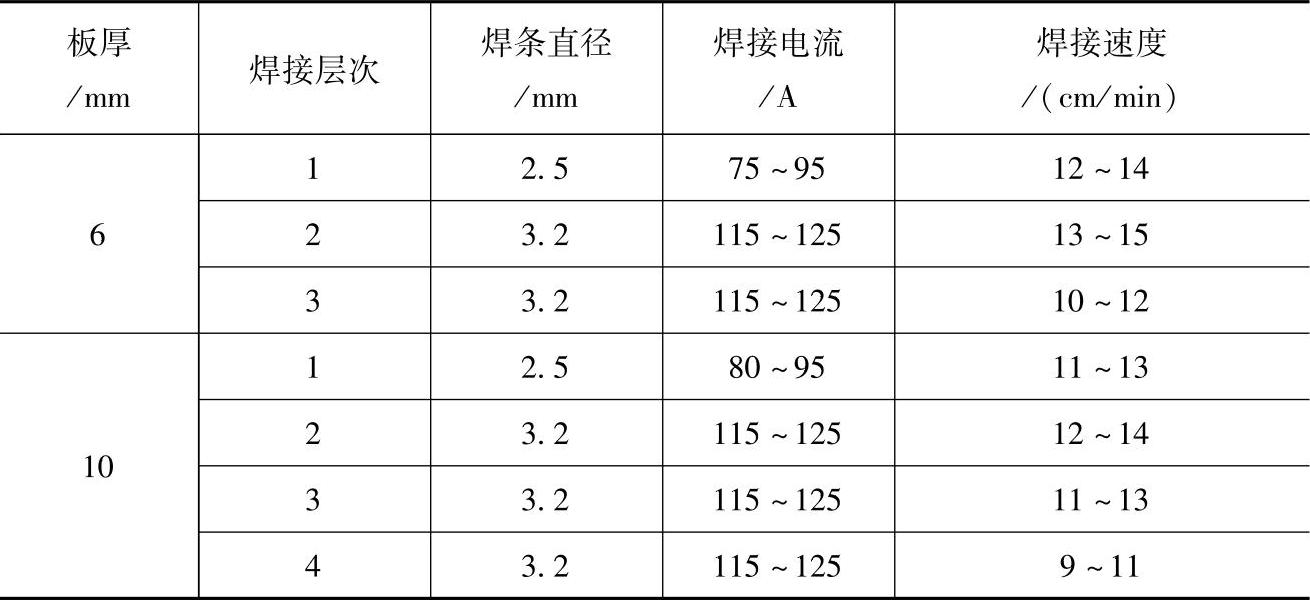
(5)焊接参数的选择 以厚度为6mm和10mm的钢板为例,板对接仰焊单面焊双面成形焊接参数的选择见表2-25。
表2-25 板对接仰焊单面焊双面成形焊接参数的选择
2.焊接
将组对好的焊接试件固定在适当高度的仰焊位置上,间隙较小的一端为始焊端。为方便焊接操作,减轻焊工劳动强度,焊前应将焊接电缆固定在焊工腰间位置,焊钳要轻巧耐热。必要时,可在焊钳上装置防护板,以防止金属飞溅物落下,烫伤手臂,影响正常的焊接。焊钳夹持焊条的位置要合适,一般为45°左右,焊钳夹持焊条的角度如图2-20所示。
(1)引弧 焊条直接在定位焊处引燃电弧,电弧引燃后稍作停顿,预热1~2s后迅速压低电弧,做横向摆动,以定位焊缝为依托做向上顶焊动作。(https://www.xing528.com)
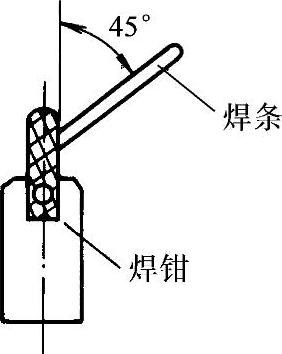
图2-20 仰焊焊钳夹持焊条角度示意图
(2)打底焊 焊接电弧击穿坡口根部形成熔孔后,运用锯齿形运条方法做小幅度摆动,快速连弧焊接。电弧要尽量贴近坡口根部。为防止焊接过程中酸性熔渣流动的影响,应在运条过程中频频做向上推顶动作,以保持熔孔清晰可见。焊接时,焊条与焊接方向之间的夹角为80°~90°,与坡口两侧夹角为90°,如图2-21所示。
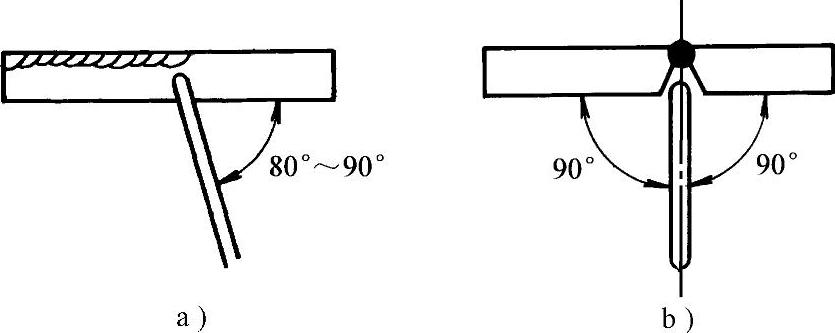
图2-21 焊条与焊件位置示意图
a)焊条与焊接方向之间的夹角 b)焊条与焊件坡口的夹角
仰焊中除注意观察熔孔尺寸外,还要控制好焊接熔池的温度,温度过高会导致熔池下坠,形成凹陷,严重时液态金属下淌,成为焊瘤。控制熔池尺寸和温度的办法是在焊接过程中用焊接电弧顶压坡口根部,焊层要薄,使焊接电弧一半在坡口内侧燃烧,另外一半在坡口外侧燃烧,以此保证焊接质量。
(3)收弧 收弧时,要将焊接电弧稍微向坡口内侧一端斜拉断弧,并及时在高温熔池上轻轻点焊两下,补充少许液态金属,填满弧坑,即可完成收弧动作。
(4)接头 仰焊时,由于装配间隙较小,不宜采用冷焊法接头,应采用热接法。接头时,更换焊条要迅速,在前次焊接的熔池还保持红热状态时,立即引弧焊接。引弧点距离原熔池不要太远,一般5~10mm即可。引弧后立即将电弧拉向熔池后侧5~6mm处,稍作停顿,即压低电弧做横向摆动,当电弧焊至熔池前端后,即做向上顶推动作,待形成新的熔孔后,立即加快焊接速度,并做小范围的锯齿形摆动,重复前述焊接动作,直至焊完一根焊条为止。
通过对以上焊接过程的分析,我们可以看出:仰焊单面焊双面成形是利用液态金属的表面张力,采用短弧焊接克服重力的影响,保持焊接电弧有足够的挺度,通过熔孔效应使正、背两面焊缝保持均匀成形。
仰焊单面焊双面成形的操作要点是:采用较大的焊接电流和较短的焊接电弧进行焊接,焊接过程中熔池前端始终要保持一个大于装配间隙1mm左右的熔孔,以保证焊接电弧将液态金属和熔渣的一半送向背面焊缝,形成正、背两侧均匀的焊接熔池,并在运动中均匀凝固形成焊缝。
(5)填充焊 焊接填充层之前要将打底焊层表面的焊渣和飞溅物清理干净,接头部位要用钢丝刷仔细清刷,焊缝有超高的地方要修平。用酸性焊条焊接试件时,一般不得用角向磨光机修磨焊接接头。
焊接填充层焊条的操作角度基本与打底焊相同,采用锯齿形运条方法,运条中要保证在坡口两侧稍作停顿,中间行走要快,电弧要尽量压低,填充后的表面要熔合良好,不得有夹渣。第二层填充焊时,要注意观察坡口边缘,不得破坏,焊缝表面应整齐一致。填充层焊接完成后,焊缝表面应比坡口边缘低0.5~1mm左右,以利于盖面层的焊接。
(6)盖面焊 将填充层焊缝表面清理干净,实施盖面层焊接。焊接时,焊条与施焊方向呈70°~80°夹角。运条方法与填充层相同。但焊条横向摆动的幅度增大,至坡口两侧棱角处时要稍作停顿,以防产生咬边。一根焊条焊完后,焊接电弧要收在焊缝中间,并迅速更换焊条,再引弧应位于原熔池前方10~15mm处。焊接电弧引燃后,迅速拉向熔池,待熔池金属熔合后,再继续向前摆动施焊,完成盖面层焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。