



埋弧焊焊接参数主要包括:焊接电流、电弧电压、焊接速度、焊丝直径、装配间隙和坡口大小、工艺衬垫参数等。
1.焊接电流
焊接电流的大小主要影响焊缝的熔深和焊缝的余高。正常焊接速度情况下,焊接电流过大会使焊缝组织晶粒粗大,且易产生烧穿和焊瘤等缺陷。焊接电流过小,则熔深不够,且易产生未熔合、夹渣和未焊透等缺陷。焊接电流的选择要考虑到焊件的材料、厚度,并要注意和电弧电压、焊丝直径的配比,还要考虑焊接速度及坡口大小。
2.电弧电压
电弧电压大小主要影响焊缝的熔宽。在其他参数不变时,电弧电压增大,弧长增加,使焊缝熔深减小,熔宽增大。电弧电压过大时,还会出现电弧不稳定,产生焊缝宽、窄不均匀、气孔和咬边等缺陷。焊接电流与电弧电压参数的配比见表1-8。
表1-8 焊接电流和电弧电压配比

3.焊接速度
焊接速度的快慢主要影响焊缝成形。焊接速度过快,使熔合比减小,熔深变浅,易产生未焊透、焊缝宽窄不均匀、气孔、咬边等缺陷。焊接速度过慢,使熔池增大,焊缝过高、过宽,金相组织粗化,并且金属外溢使坡口两侧形成假焊。
4.焊丝直径
焊丝直径影响电流密度,焊丝直径越小,其电流密度越大;焊丝直径越大,则电流密度越小。焊接过程中要注意焊丝直径的选择,应根据焊件厚度、坡口形式及焊接电流确定焊丝直径。当需要获得较大熔深时,焊丝直径不宜选择得过大。
5.装配间隙和坡口尺寸
装配间隙和坡口尺寸主要影响焊缝熔深。装配间隙大,坡口角度大,则焊缝熔深增大,反之,熔深减小。装配间隙和坡口尺寸的选择还和电流密度的大小有关,电流密度越大,选择的装配间隙和坡口角度越小,但过小的间隙易产生未焊透。
6.衬垫的选择(https://www.xing528.com)
埋弧焊单面焊双面成形离不开衬垫,衬垫的选择直接影响单面焊双面成形的效果,焊接时衬垫的选择见表1-9~表1-12。
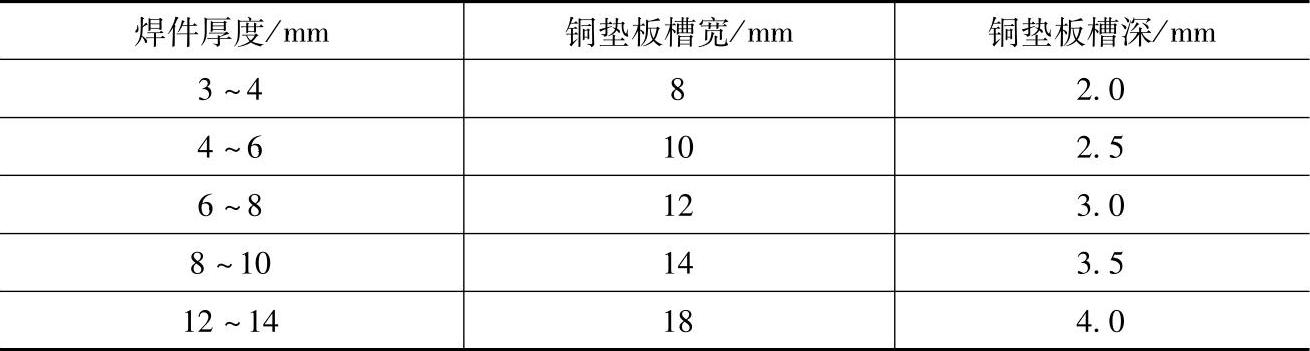
铜垫板尺寸与焊件厚度之间的配比见表1-9。
表1-9 铜垫板尺寸与焊件厚度的配比
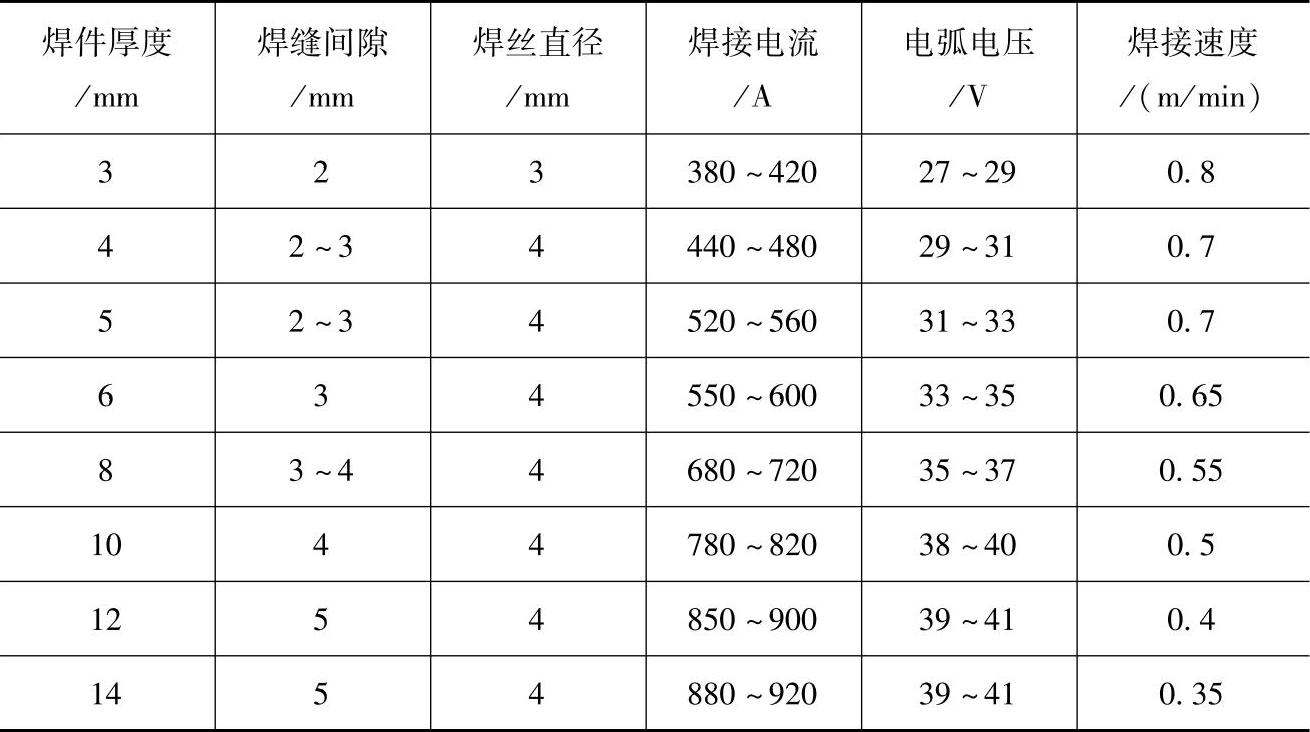
选择焊剂-铜垫法时,其对应的焊接参数见表1-10。
表1-10 焊剂-铜垫法对应的焊接参数
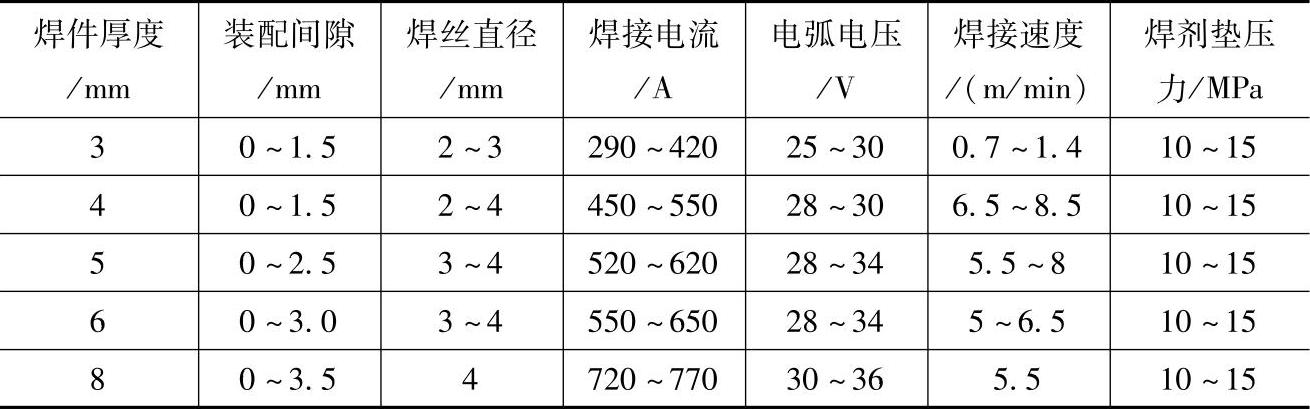
采用焊剂垫法时,其对应的焊接参数和焊剂垫压力见表1-11。
表1-11 焊剂垫法对应的焊接参数
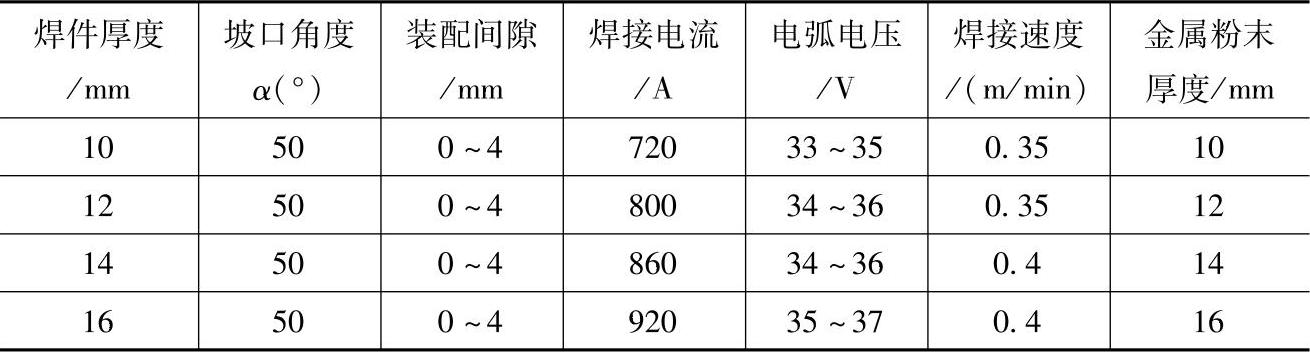
热固化焊剂法对应的焊接参数见表1-12。
表1-12 热固化焊剂法对应的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。