



【摘要】:埋弧焊单面焊双面成形是在机械控制下实现的,因此对电弧稳定性的要求十分严格。电弧是否能稳定燃烧,主要受两方面因素的影响。焊接过程中电弧长度变化时,依靠电弧电压自动调节作用来相应改变焊丝送给速度,以保持电弧长度的不变。
埋弧焊单面焊双面成形是在机械控制下实现的,因此对电弧稳定性的要求十分严格。电弧是否能稳定燃烧,主要受两方面因素的影响。
1.网路电压的波动
网路电压发生变化时,电源外特性曲线的位置也发生变化,从而影响了焊接电流和电弧电压,如图1-16所示。
2.电弧长度的变化
由于焊件表面不平整和装配质量不良及有定位焊缝等原因,电弧长度经常发生变化,因而电弧静特性曲线位置也相应变化,造成对焊接电流和电弧电压的影响,如图1-17所示。
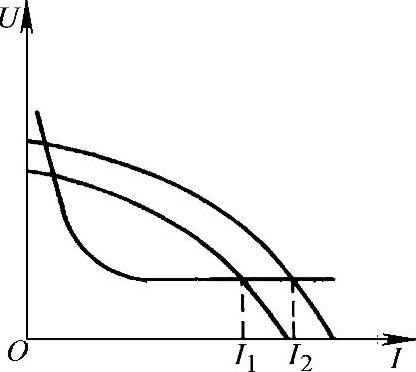
图1-16 网路电压波动对电弧电压的影响(https://www.xing528.com)
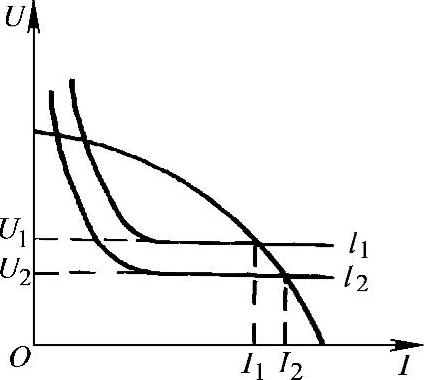
图1-17 电弧长度变化对电弧电压的影响
为了保证焊接过程中电弧长度稳定不变,可通过两种途径来实现:一是调节过程由焊接电弧自身来完成,即焊丝送给速度不变(等速送丝),而依靠电弧自身调节焊丝熔化速度。二是焊接电弧强迫调节,即强制改变焊丝送给速度(变速送丝),从而调节弧长的变化。
(1)等速送丝 选定的焊丝送给速度,在焊接过程中恒定不变,当电弧长度变化时,依靠电弧的自身调节作用来相应改变焊丝熔化速度,以保持电弧长度的不变。这种调节方法必须是在较大焊接电流状态下才能实现,因此,适用于细焊丝较大电流下的焊接。
(2)变速送丝 通过改变焊丝送给速度来消除对弧长的干扰。焊接过程中电弧长度变化时,依靠电弧电压自动调节作用来相应改变焊丝送给速度,以保持电弧长度的不变。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。