



焊接过程中,焊炬有两个方向的运动,即沿焊接方向的移动和焊炬的横向摆动。而焊丝的运动除了有沿焊接方向的运动和横向摆动外,还有向熔池方向的不断送给。焊炬和焊丝在跟进过程中要配合协调,以获得均匀一致的焊缝。
在单面焊双面成形焊接中,焊炬和焊丝沿焊缝方向的横向摆动,应使坡口根部边缘能够均匀熔化,并形成大于间隙1.5~2mm的熔孔。焊接过程中应严格控制液态金属的流动,不断排除氧化杂质的影响,从而使背面焊缝成形良好。当出现金属过热或烧穿现象时,应终止焊接,及时排除,继续焊接时要注意调整火焰温度。
1.起焊
起焊时,由于焊件温度较低,焊炬与焊件之间的夹角要稍大些,一般以60°~80°为宜。火焰在坡口中心及端部做往复摆动,当起焊点形成白亮而清晰的熔池时即可开始焊接。
2.焊接
开始焊接后,将焊丝送入熔池,待少量熔化后应将焊丝末端从熔池中抽出,并置于火焰的有效保护之下,焊丝不可离开火焰,以防被空气氧化。焊炬火焰在靠近液态金属表面时进行快速划圈运行,并将熔滴均匀过渡到熔池,形成焊波。如此,焊丝熔滴重复过渡,形成重叠的焊波。
3.收弧和接头
当焊丝不能继续使用和焊接过程结束准备收弧时,要将收弧处的液态金属均匀搅开,不留死角,以防继续焊接时产生未熔合或未焊透现象。收弧时,焊炬与焊件角度要逐步减小至10°~20°。
接头时焊炬火焰最好不要离开焊接熔池处,以保持较高温度和方便接头。接头时要将焊丝末端充分熔化,然后送进焊丝。接头开始时焊炬与焊件的倾角应小些(20°~30°),然后逐步加大。(https://www.xing528.com)
4.焊炬与焊丝的运行
气焊时,焊炬的运行方法一般有两种:一种为月牙形,一种为圆圈形。
坡口内打底焊时,焊炬可采用圆圈形运行,配合的焊丝运行方式为锯齿形。填充层和盖面层焊接时,焊炬可采用月牙形运行方式,配合的焊丝运行方式为反月牙形。两种配合方式分别如图1-15所示。
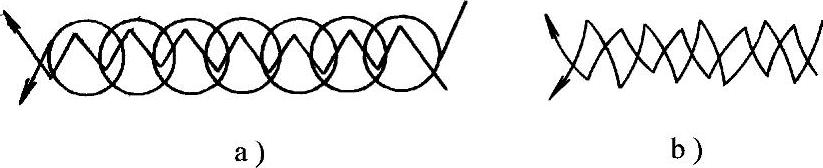
图1-15 焊炬与焊丝运行方式的配合
a)打底焊时 b)填充和盖面焊时
当焊件间隙极小时,焊炬也可以采用直线运行,焊丝做锯齿形摆动配合运行。
无论采用哪种运行方法,都必须保证熔池液态金属清晰亮泽,否则将出现气孔或夹渣等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。