



气焊参数主要包括火焰的性质与成分、火焰的能率、焊丝直径、焊炬的倾斜角度、焊接方向和焊接速度等。它们是保证气焊焊接质量的主要技术数据。
1.火焰的性质与成分
气焊火焰的性质可分为三种,即碳化焰、中性焰和氧化焰。不同材料的焊接,所采用的火焰性质也不相同。常用的低碳钢、低合金钢和不锈钢等,一般用中性焰焊接。高锰钢、黄铜等多用氧化焰进行焊接。
气焊火焰的成分对焊接质量的影响很大,应根据不同的材料正确地选择和掌握火焰的成分。当混合气体内乙炔含量过多时,会引起焊缝金属渗碳,使焊缝金属的硬度和脆性增加,还可能产生气孔。当混合气体中氧气含量过多时,又可能引起焊缝金属的氧化过热,使焊缝强度和塑性下降。
2.火焰能率的选择
火焰能率主要根据每小时可燃气体的消耗量(L/h)来确定。火焰能率的选择主要取决于焊件的厚度和它的熔点、导热性能等。焊件越厚,则焊接时选用的火焰能率也越大,以保证焊透。焊件较薄或单面焊双面成形时,选用的火焰能率要小些,以免烧穿和产生焊瘤或过热组织。对于导热性能好的金属材料,如纯铜,选择的火焰能率也要稍大些。
在焊接过程中,火焰能率的大小是由焊炬型号及焊嘴内径大小决定的,焊嘴内径越大,则火焰能率也越大。
3.焊丝直径的选择
焊丝直径是由材料厚度、坡口形式及焊缝空间位置所决定的。当焊接5mm以下厚度的焊件时,焊丝直径应等于焊件厚度,而焊接厚5~15mm的焊件时,选用直径为3~8mm的焊丝为宜。
焊丝直径选用过细时,焊接过程中焊件尚未熔化,而焊丝端部已很快熔化下滴,易产生未熔合现象。焊丝直径选用过粗,则熔化焊丝所需加热时间过长,使焊件因此而产生过热组织,且易产生未焊透现象。单面焊双面成形时,由于坡口钝边很小,应选用较细的焊丝。焊丝直径的选取还和焊接方向有关,采用左向焊法时应采用较粗直径焊丝,反之,则采用细直径焊丝。
焊丝直径的选择与焊件厚度之间的关系见表1-7。
表1-7 焊丝直径与焊件厚度的关系

4.焊炬的倾斜角度
焊炬倾斜角度的大小,主要取决于焊件的厚度、母材的熔点、导热性及施焊位置。焊件越厚,导热性及熔点越高,应采用较大的焊炬倾斜角,使火焰的热量集中;相反,则采用较小的焊炬倾斜角度。单面焊双面成形时,应采取较小的焊炬倾斜角度。
焊炬倾斜角度与焊件厚度之间的关系如图1-13所示。(https://www.xing528.com)
不同的材料焊接过程中,由于其导热性和熔点的不同,焊炬倾斜角度也不相同。相同厚度条件下,如焊接纯铜时焊炬倾角为60°~80°,而焊接铝及其合金时,焊炬倾角为10°~20°。
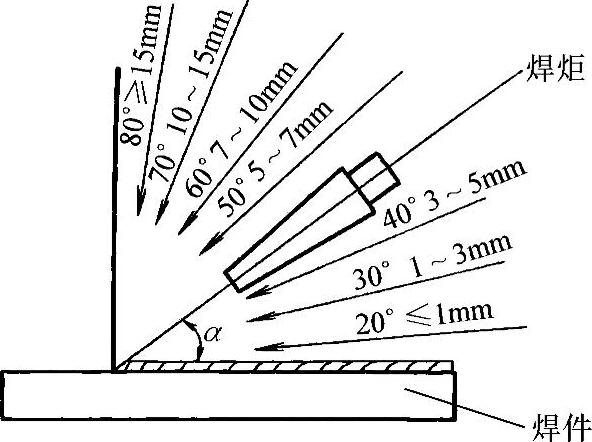
图1-13 焊炬倾斜角度与焊件厚度的关系
(焊件材料为低碳钢或低合金钢)
此外,焊炬倾斜角度在焊接过程中随焊件温度的改变也应不断调整。开始焊接的倾角较大,焊接结束时较小。
5.焊接方向
气焊时,根据焊炬和焊丝移动的方向,可分为左向焊法和右向焊法两种,如图1-14所示。
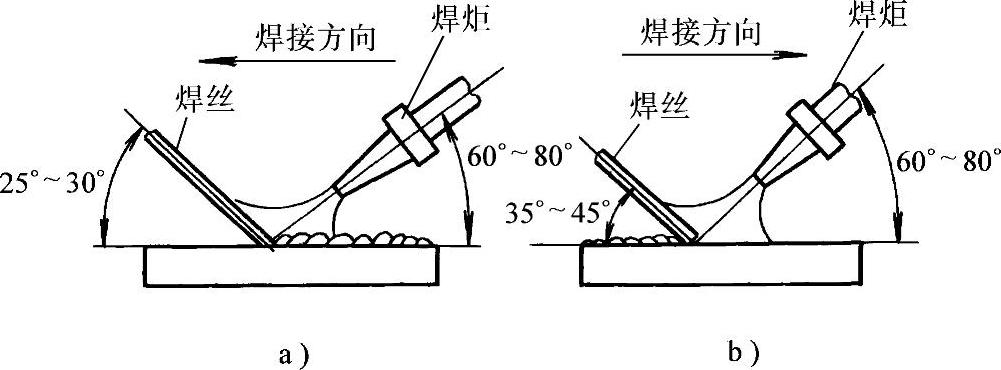
图1-14 左向焊法和右向焊法
a)左向焊法 b)右向焊法
焊接方向对焊接生产率和焊缝质量的影响很大。左向焊法和右向焊法分别适用于不同的场合。
(1)左向焊法 焊炬由右向左运行,并不断送进焊丝。左向焊法可清楚地观察到熔池上部凝固边缘,并可获得高度和宽度较为均匀的焊缝成形。由于焊炬火焰指向焊件未焊部分,不断对焊缝坡口进行加热,因此适用于薄板焊接和单面焊双面成形工艺,且生产率较高。左向焊法的缺点是焊缝熔深浅,热效率低,冷却较快,焊缝易产生氧化。
(2)右向焊法 焊炬由左向右运行,焊炬火焰指向焊缝,焊丝跟踪焊炬向前运动。右向焊时,火焰可以遮盖整个熔池,使熔池不受空气影响,所以对防止气孔和焊缝金属氧化有积极的作用,焊后焊缝组织性能较好。适合于厚板的焊接。但右向焊法不易掌握,操作过程没有对焊件的预热作用,不利于单面焊双面成形。所以在单面焊双面成形时,一般较少采用右向焊法。
6.焊接速度
一般情况下,厚度大、熔点高的焊件,焊接速度要慢些,以免产生未熔合缺陷;厚度小、熔点低的焊件,焊接速度要快些,以免产生烧穿和使焊件过热,降低产品质量。另外,焊接速度还要根据焊工的操作熟练程度、焊缝位置及其他条件来选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。