



CO2气体保护焊单面焊双面成形一般采用细直径焊丝、短路过渡的形式焊接。正确地选择焊接参数,是获得良好正面和背面焊缝成形的先决条件。
CO2气体保护焊的焊接参数主要包括:焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度及气体流量等。
1.焊丝直径的选择
焊丝直径是影响单面焊双面成形的重要因素。焊丝直径的选择通常是以焊件厚度、焊接位置及生产率的要求为依据的。对于要求采用单面焊双面成形及厚度小于6mm的焊件和全位置焊接的焊缝,一般要求采用细直径焊丝,焊丝直径在0.5~1.2mm之间。
2.焊接电流的选择
焊接电流是进行CO2气体保护焊单面焊双面成形的重要焊接参数。焊接电流的大小取决于焊件的厚度、坡口形式、焊丝直径及熔滴过渡形式等因素。
一定的焊丝直径,所允许的焊接电流范围很大。焊丝直径不同时,其焊接电流选择的范围亦不同。小于250A的焊接电流,主要用于直径为0.5~1.2mm的焊丝进行短路过渡的焊接。焊接参数选择适当,飞溅极小,特别有利于实现单面焊双面成形,焊缝成形美观。当焊接电流高于250A时,无论采用哪种直径的焊丝,都很难实现短路过渡焊接。
3.电弧电压的选择
电弧电压是影响焊接质量的重要焊接参数,它不但影响焊接过程的稳定性,而且对焊缝的成形、飞溅、焊接缺陷、短路过渡频率及焊缝力学性能都有很大影响。对单面焊双面成形来说,要获得稳定的焊接过程和良好的焊缝成形,电弧电压和焊接电流要有良好的配合。
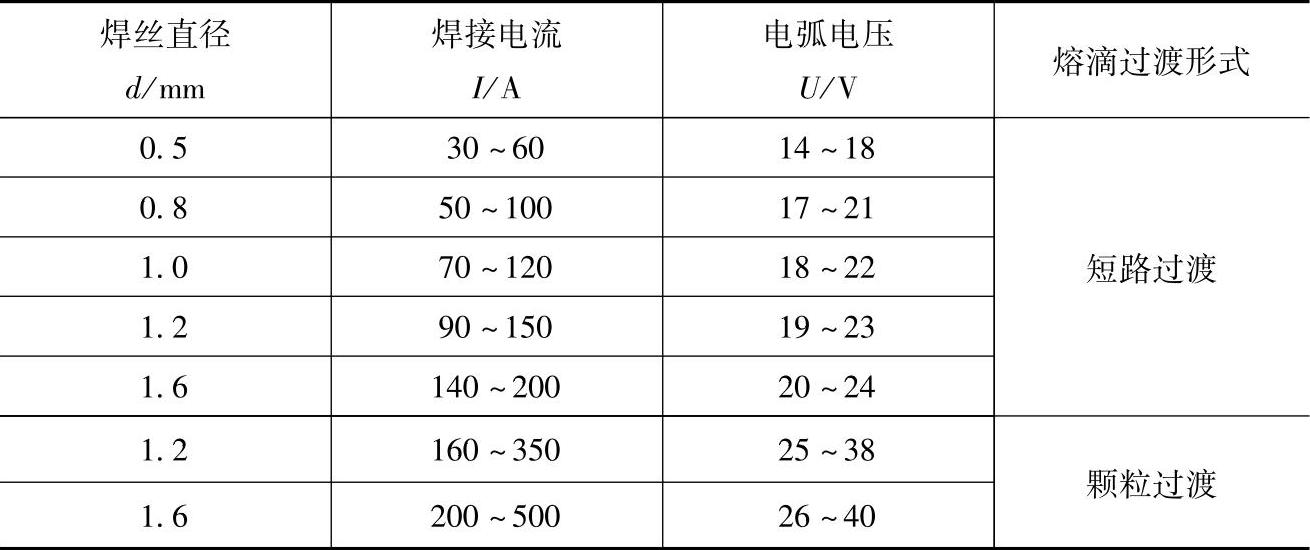
熔滴过渡形式与焊接电流、电弧电压、焊丝直径等焊接参数之间的关系见表1-3。
表1-3 熔滴过渡形式与焊接参数之间的关系(https://www.xing528.com)
4.焊接速度的选择
焊接速度对焊缝的形状、尺寸、熔深及焊缝组织等都有较大影响。随着焊接速度的增大、焊缝熔宽和熔深减小,当焊接速度过快时,还会导致保护气氛的破坏,使焊缝产生气孔。对于低合金钢,焊接速度过快,会使焊缝的冷却速度也同时加快,有可能产生淬硬倾向,导致冷裂纹的产生。焊接速度过慢,又会使熔宽加大,熔池变大,温度升高,容易产生烧穿和焊缝组织粗大等缺陷。因此焊接速度过快和过慢均无法实现单面焊双面成形。
5.焊丝伸出长度的选择
焊丝伸出长度是指焊丝从导电嘴伸到焊件的距离。焊接过程中,随着焊丝伸出长度的增加,焊丝的预热状态电阻值急剧增大,焊丝熔化速度加快,可提高焊接速度。当焊丝伸出长度过大时,则焊丝发生过热而成段熔断,致使焊接过程不稳定,飞溅增大,焊缝成形不良,气体对熔池的保护也将被减弱。当焊丝伸出长度过小时,则焊接电流增大,短路频率加快,并缩短了喷嘴与焊件之间的距离,使飞溅的金属物质堵塞喷嘴,影响气体的流通保护,产生气孔。
实践表明,焊丝伸出长度为焊丝直径的10倍左右较为合适。
6.气体流量的选择
CO2气体的流量对熔池保护效果有直接影响。CO2气体的流量必须以排除空气对熔池的侵袭为原则进行选择。CO2气体流量大小和接头形式、焊接电流大小、焊接速度的快慢、焊丝伸出长度及周围环境有关。
当使用的焊接电流较大,焊接速度较快,焊丝伸出长度较大时,相应气体流量也较大。反之则较小。周围环境空气流动时应增大气体流量,当空气流动影响较大时,应终止焊接。气体流量的增大和减小是相对的。过大的CO2气体流量会冲击金属熔池,使冷却作用加强,并且使保护气氛紊乱以致失去了保护作用,使焊缝产生气孔,飞溅增加,焊缝表面粗糙。当CO2气体流量过小时,保护效果差,也易产生气孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。