



检测装置是数控机床伺服系统的重要组成部分。它的作用是检测位移和速度,发送反馈信号,构成半闭环、闭环控制。数控机床工作台位移值是否和指令值一样,误差有多大,与机床驱动机构的精度和位置检测装置的精度均有关,但位置检测装置精度将起主要作用或决定性作用。
检测装置的性能主要体现在它的静态特性和动态特性上。精度、分辨率、灵敏度、测量范围和量程、迟滞、零漂和温漂等属静态特性,动态特性主要指检测装置的输出量对随时间变化的输入量的响应特性。为适应数控机床工作环境,保证机床的加工精度,数控机床用检测装置必须工作可靠,抗干扰能力强;满足精度、分辨率、测量范围的要求;对高速动态信号能实现不失真测量和处理;使用维护方便;易于实现自动化;成本低等。
检测装置的精度指标主要包括系统精度和系统分辨率。系统精度是指在一定长度或转角内测量积累误差的最大值,目前一般直线位移测量精度已达到±(0.002~0.02)mm/m,回转角测量精度达到±10″/360°。系统分辨率是测量元件所能正确检测的最小位移量,目前直线位移的分辨率为0.001~0.01mm,角位移分辨率为2″。分辨率的选取与脉冲当量的选择方法一样,数值也相同,均按机床加工精度的1/10~1/3选取。
对于不同类型的数控机床,因工作条件和检测要求不同,可以采用以下不同的检测方式。
1.增量式和绝对式
增量式检测方式只测量位移增量,每移动一个测量单位就发出一个测量信号。其优点是检测装置比较简单,任何一个对中点都可以作为测量起点。但在此系统中,移距是靠对测量信号计数后读出的,一旦计数有误,此后的测量结果将全错。另外在发生故障时(如断电等)不能再找到事故前的正确位置,事故排除后,必须将工作台移至起点重新计数才能找到事故前的正确位置。
绝对值式测量方式可以避免上述缺点,它的被测量的任一点的位置都以一个固定的零点作基准,每一被测点都有一个相应的测量值。这种方式分辨率要求越高,结构也越复杂。
2.数字式和模拟式
数字式检测是将被测量单位量化以后以数字形式表示,它的特点是:
1)被测量量化后转换成脉冲个数,便于显示处理。
2)测量精度取决于测量单位,与量程基本无关。
3)检测装置比较简单,脉冲信号抗干扰能力强。(https://www.xing528.com)
模拟式检测是将被测量用连续的变量来表示。在大量程内作精确的模拟式检测在技术上有较高要求,数控机床中模拟式检测主要用于小量程测量。它的主要特点是:
1)直接对被测量进行检测,无须量化。
2)在小量程内可以实现高精度测量。
3)可用于直接检测和间接检测。
对机床的直线位移采用直线型检测装置测量,称为直接检测。其测量精度主要取决于测量元件的精度,不受机床传动精度的直接影响。但检测装置要与行程等长,这对大型数控机床来说,是一个很大的限制。
对机床的直线位移采用回转型检测元件测量,称为间接测量。其测量精度取决于测量元件和机床传动链的精度。间接检测使用可靠方便,无长度限制;缺点是在检测信号中加入了直线转变为旋转运动的传动链误差,从而影响检测精度。因此为了提高定位精度,常常需要对机床的传动误差进行补偿。
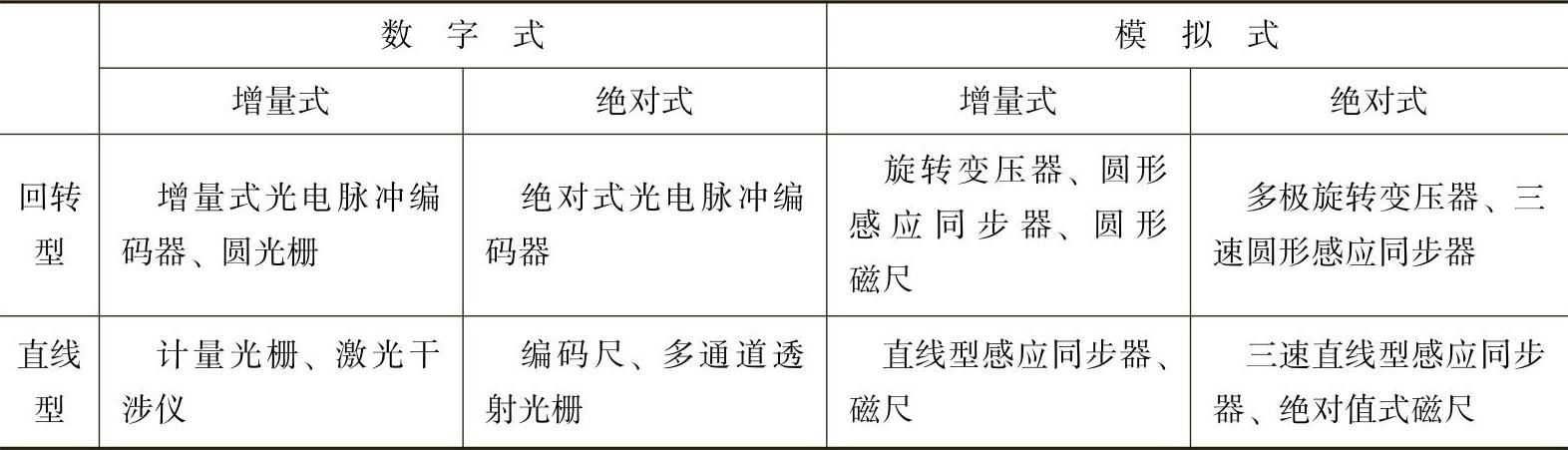
数控机床伺服系统常用的位置检测装置见表6-1。按检测信号的类型分,有数字式和模拟式;按检测量的测量基准分,有绝对式和增量式;按被测量和所用检测装置的安装位置关系分,有直接测量和间接测量。
表6-1 位置检测装置
数控机床伺服系统常用的速度检测装置有测速发电机、回转式脉冲发生器、脉冲编码器和频率/电压转换器等。
下面重点讨论旋转变压器、感应同步器、绝对值脉冲编码器、光栅、磁栅和脉冲编码器。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。