



数控系统由I/O装置、CNC装置、驱动控制装置和机床电器逻辑控制装置四部分组成,从总体看它是几个部分通过I/O接口的互连,如图4-3所示。
CNC装置是数控系统的控制核心,其硬件和软件控制着各种数控功能的实现,它与数控系统的其他部分通过接口相连。CNC装置与通用计算机一样,是由中央处理器(CPU)及存储数据与程序的存储器等组成。存储器分为系统控制软件程序存储器(ROM),加工程序存储器(RAM)及工作区存储器(RAM)。ROM中的系统控制软件程序是由数控系统生产厂家写入,用来完成CNC系统的各项功能,数控机床操作者将各自的加工程序存储在RAM中,供数控系统用于控制机床加工零件。工作区存储器是系统程序执行过程中的活动场所,用于堆栈、参数保存、中间运算结果保存等。中央处理器(CPU)执行系统程序、读取加工程序,经过加工程序段译码、预处理计算,然后根据加工程序段指令,进行实时插补与机床位置伺服控制,同时将辅助动作指令通过可编程序控制器(PLC)发往机床,并接收通过可编程序控制器返回的机床各部分信息,以决定下一步操作。
CNC系统对生产机械进行自动控制所需的各种外部控制信息及加工数据都是通过输入设备送到CNC装置的存储器中,作为控制的依据。一般输入CNC系统的有关零件加工程序、控制参数和补偿数据因输入设备而异,有多种输入方式:纸带输入、键盘输入及计算机通信输入等。而CNC系统的工作过程状态和数据一般通过显示器和各种指示灯来向用户显示。
驱动控制装置用以控制各个轴的运动,其中进给轴的位置控制部分常在数控装置中以硬件位置控制模块或软件位置调节器实现,即数控装置接收实际位置反馈信号,将其与插补计算出的命令位置相比较,通过位置调节作为轴位置控制给定量,再输出给伺服驱动系统。(https://www.xing528.com)
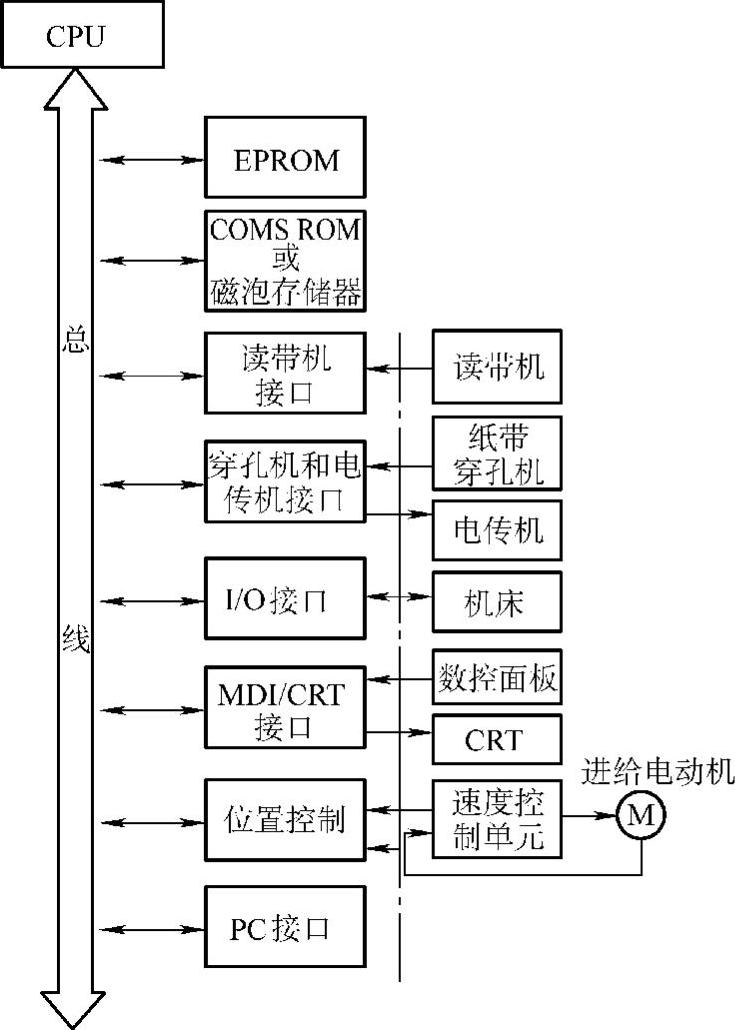
图4-3 单微处理器结构框图
机床电器逻辑控制装置接受数控装置发出的数控辅助功能控制的指令,进行机床操作面板及各种机床机电控制/监测机构的逻辑处理和监控,并为数控提供机床状态和有关应答信号,在现代数控系统中机床电器逻辑控制装置已经普遍采用可编程序控制器(PLC),有内装式和外置式两种类型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。