



1.时间分割插补法直线插补
时间分割插补法是典型的数据采样插补方法。它首先根据加工指令中的进给速度F,计算出每一插补周期的轮廓步长l。即用插补周期为时间单位,将整个加工过程分割成许多个单位时间内的进给过程。以插补周期为时间单位,则单位时间内的移动的路程等于速度,即轮廓步长l与轮廓速度f相等。插补计算的主要任务是算出下一插补点的坐标,从而算出轮廓速度f在各个坐标轴的分速度,即下一插补周期内各个坐标的进给量Δx、Δy。控制X、Y坐标分别以Δx、Δy为速度协调进给,即可走出逼近直线段,到达下一插补点。在进给过程中,对实际位置进行采样,与插补计算的坐标值比较,得出位置误差,位置误差在后一采样周期内修正。采样周期可以等于插补周期,也可以小于插补周期,如插补周期的1/2。
设指令进给速度为F,其单位为mm/min,插补周期8ms,f的单位为μm/8ms,l的单位为μm,则

无论进行直线插补还是圆弧插补,都必须先用上式计算出单位时间(插补周期)的进给量,然后才能进行插补点的计算。
设要加工XOY平面上的直线OA,如图3-22所示。直线起点在坐标原点O,终点为A(xe,ye)。当刀具从O点移动到A点时,X轴和Y轴移动的增量分别为xe和ye。要使动点从O到A沿给定直线运动,必须使X轴和Y轴的运动速度始终保持一定比例关系,这个比例关系由终点坐标xe、ye的比值决定。
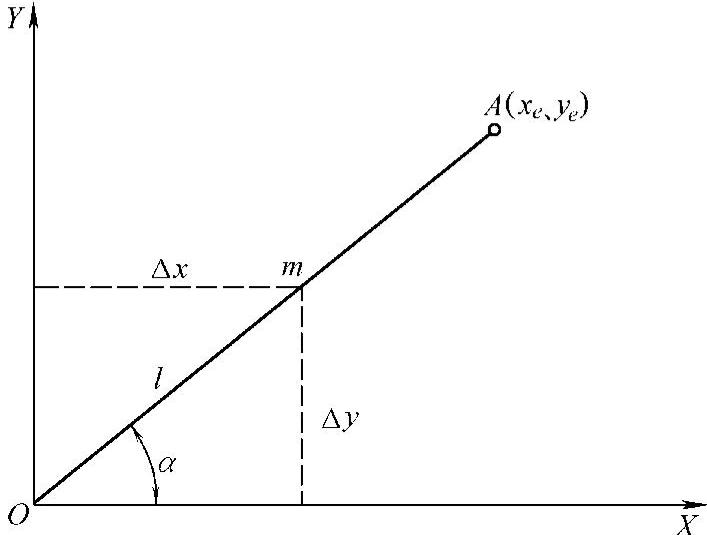
图3-22 时间分割法直线插补
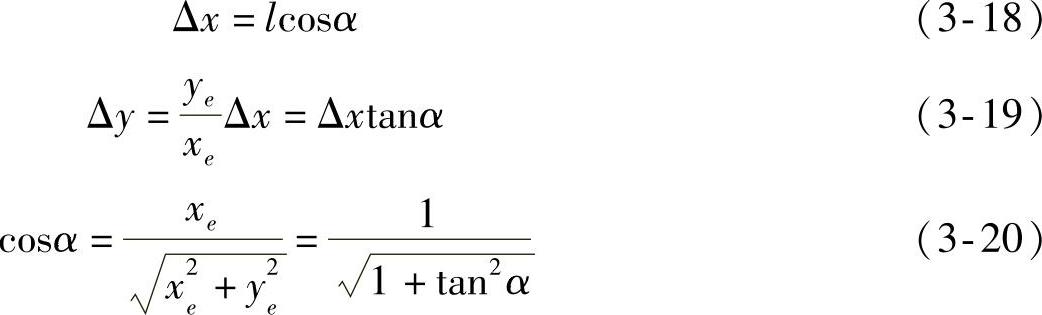
设要加工的直线与X轴的夹角为α,OM为已计算出的轮廓步长l,即单位时间间隔(插补周期)的进给量f。于是有
式中 Δx——X轴插补进给量;
Δy——Y轴插补进给量。
时间分割插补法插补计算结果,就是算出下一单位时间间隔(插补周期)内各个坐标轴的进给量。因此,时间分割插补法插补计算可按以下步骤进行:
1)根据加工指令中的速度值F,计算轮廓步长l。
2)根据终点坐标值xe、ye,计算tanα。
3)根据tanα计算cosα。
4)计算X轴进给量Δx。
5)计算Y轴进给量Δy。
在进给速度不变的情况下,各个插补周期Δx,Δy不变,但在加减速过程中是要变化的。为了和加减速过程采用统一的处理办法,所以即使在匀速段也进行插补计算。
2.时间分割法圆弧插补
时间分割法圆弧插补,也必须先根据加工指令中的进给速度F,计算出轮廓步长,即单位时间(插补周期)内的进给量l,才能进行插补计算。圆弧插补计算,就是以轮廓步长为圆弧上相邻两个插补点之间弦长,由前一个插补点的坐标和圆弧半径,计算由前一插补点到后一插补点两个坐标轴的进给量Δx、Δy。
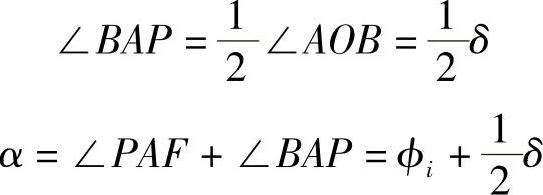
如图3-23所示的顺圆弧,A点为圆弧上的一个插补点,其坐标为(xi,yi),B点为经A点之后一个插补周期应到达的另一插补点,B点也应在圆弧上。A点和B点之间的弦长等于轮廓步长l。AP是圆弧在A点的切线,M是弦AB的中点,OM⊥AB,ME⊥AF,E为AF的中点。圆心角具有如下关系:
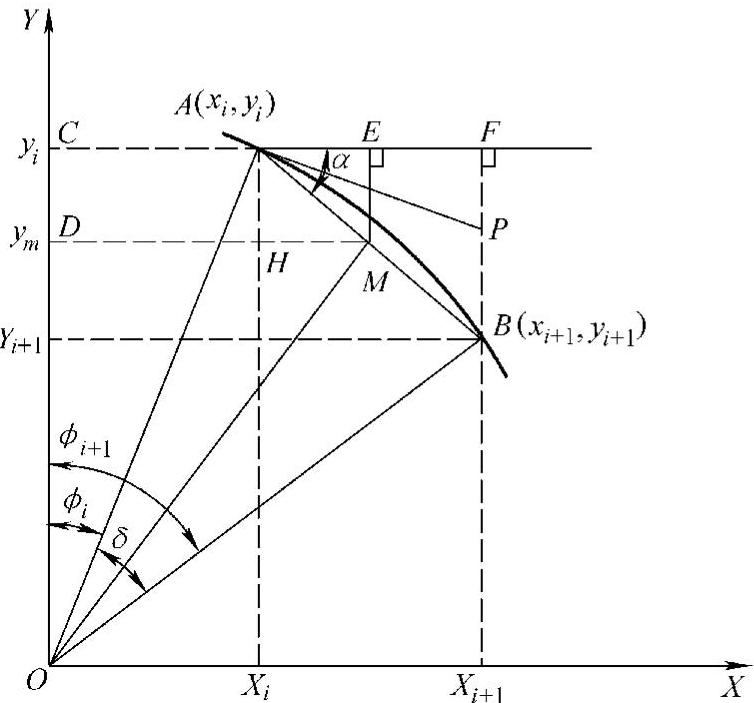
图3-23 时间分割法圆弧插补
ϕi+1=ϕi+δ
式中 δ——轮廓步长l所对应的圆心角增量,也称为步距角。
因为OA⊥AP,所以三角形AOC∽三角形PAF则
∠AOC=∠PAF=ϕi
因为AP为切线,所以
 (https://www.xing528.com)
(https://www.xing528.com)
在三角形MOD中
将DH=xi,OC=yi,HM ,
, 代入上式,则有
代入上式,则有

式(3-21)中,cosα和sinα均为未知,要计算tanα仍很困难。为此,采用一种近似算法,即以cos45°和sin45°来代替cosα和sinα。这样,上式可改写为

因为A点的坐标值xi,yi为已知,要求B点的坐标可先求X轴的进给量
因为A(xi,yi)和B(xi+Δx,yi-Δy)是圆弧上相邻两点,必然满足下列关系式:
x2i+y2i=(xi+Δx)2+(yi-Δy)2
经展开整理后可得

由上式可以计算出Δy。上式实际上仍为一个Δy的二次方程,如要用解方程的方法求Δy,则较复杂。这里可以直接用上式进行迭代计算。第一次迭代,等式右边的Δy由下式决定:
Δy=Δxtanα
计算出式(3-23)左边的Δy后代入右边再计算左边的Δy,直到等式两边的Δy相等(误差小于一个脉冲当量)为止。
由此可得下一插补点B(xi+1,yi+1)的坐标值
xi+1=xi+Δx
yi+1=yi-Δy
再用式(3-22)进行近似计算tanα时,势必造成tanα的偏差,进而造成Δx的偏差。但是,这样的近似并不影响B点仍在圆弧上。这是因为Δy是通过式(3-23)计算出来的,满足式(3-23),B点就必然在圆弧上。tanα的近似计算,只造成进给速度的微小偏差,实际进给速度的变化小于指令进给速度的1%。这么小的进给速度变化在实际切削加工中是微不足道的,可以认为插补速度是均匀的。
时间分割插补法用弦线逼近圆弧,因此插补误差主要为半径的绝对误差。插补周期是固定的,该误差取决于进给速度和圆弧半径,见式(3-16)。为此,当加工的圆弧半径确定后,为了使径向误差不超过允许值,对进给速度要有一个限制。
由式(3-16)可得

式中 er——最大径向误差;
r——圆弧半径。
当要求er≤1μm,插补周期为T=8ms,则进给速度

式中 F——进给速度(mm/min)。
另外,与前面介绍的数字积分插补法相似,扩展DDA算法是在数字积分原理的基础上发展起来的。它在处理圆弧插补时,不是直接应用数字积分,而是对数字积分法作了改进,将数字积分法用切线逼近圆弧的方法改进为割线逼近,减小了逼近误差。由于时间有限,扩展DDA数据采样插补法不做详细介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。