



1.圆弧插补计算原理
(1)偏差计算公式 下面以第一象限逆圆为例讨论圆弧插补的偏差计算公式。如图3-5所示,要加工圆弧AB,设圆弧的圆心在坐标原点,并已知圆弧的起点A(x0,y0),终点为B(xe,ye),圆弧半径为R。令瞬时加工点(动点)为m(xm,ym),它到圆心的距离为Rm。从图上可以看出,加工点m可能在三种位置上出现,即圆弧上、圆弧内或圆弧外。
1)当动点m位于圆弧上有:
x2m+y2m-R2=0
2)当动点m位于圆弧内有:
x2m+y2m-R2<0
3)当动点m位于圆弧外有:
x2m+y2m-R2>0
因此,可定义圆弧偏差判别式如下:
若Fm≥0,动点m在圆弧上或圆弧外,向-X方向进给一步并算出新的偏差。
Fm<0,动点m在圆弧内,向+Y方向进给一步并算出新的偏差。
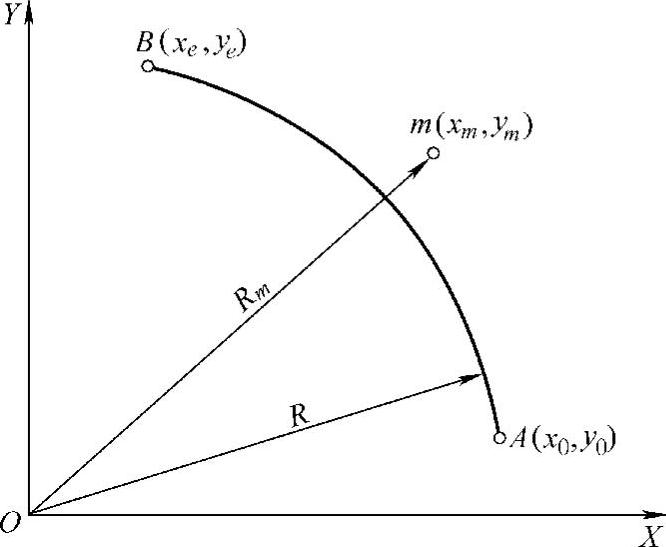
图3-5 第一象限逆圆弧
如此走一步,算一步,直至到达终点后停止运算,即可插补出如图3-5所示的第一象限逆圆弧AB。
由于偏差计算公式中有平方值计算,故需简化设加工点处于m(xm,ym)点,其偏差计算式为
Fm=x2m+y2m-R2 (3-4)
若Fm≥0,应沿-X轴方向进给一步,到m+1点,其坐标值为
xm+1=xm-1
ym+1=ym
则新加工点m+1点的偏差为
Fm+1=x2m+1+y2m+1-R2
=(xm-1)2+y2m-R2
=Fm-2xm+1 (3-5)
若Fm<0,沿+Y轴方向进给一步,到m+1点,其坐标值为
xm+1=xm
ym+1=ym+1
则新加工点的偏差值为
Fm+1=x2m+1+y2m+1-R2
=x2m+(ym+1)2-R2
=Fm+2ym+1 (3-6)
由式(3-5)和式(3-6)可知,新点的偏差可由前一点的偏差及前一点的坐标计算得到。式中只有乘2运算及加减运算,避免了平方运算,从而使计算大大地简化了。因为加工从圆弧的起点开始,起点的偏差F0=0,所以新加工点的偏差总可根据前一点的数据计算出来。
(2)终点判别方法 圆弧插补的终点判别方法与直线插补的方法基本相同。可将X、Y轴走步数总和存入一个计数器,∑=xe-x0+ye-y0,每走一步,∑减一,当∑=0,发出停止信号。
(3)插补计算过程 圆弧插补的计算过程与直线插补过程基本相同,但由于其偏差计算公式不仅与前一点偏差有关,且与前一点坐标有关,故在偏差计算的同时要进行坐标计算,以便为下一点的偏差计算做好准备。即圆弧插补过程分为偏差判别、坐标进给、偏差计算、坐标计算及终点判别五个步骤。
2.圆弧插补计算举例
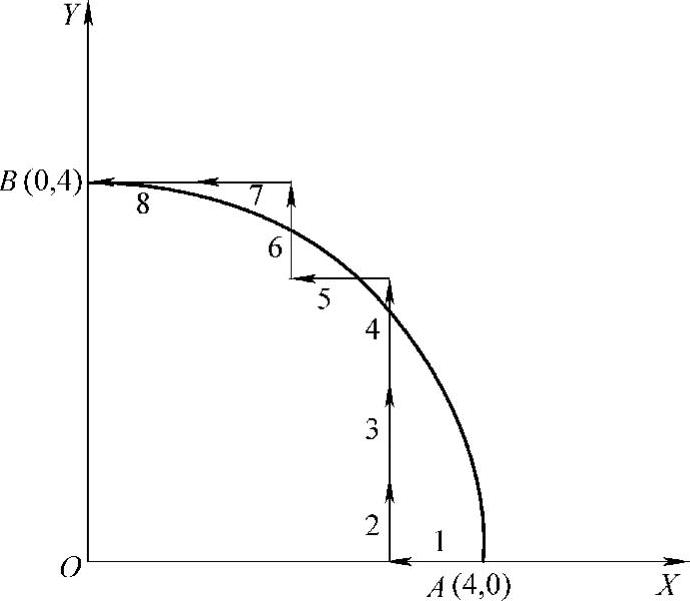
【例3-2】设加工第一象限逆圆AB,已知起点A(4,0),终点B(0,4)。试进行插补计算并画出走步轨迹。
圆弧插补计算过程如表3-3所示,根据表3-3作出走步轨迹如图3-6所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-6 圆弧插补走步轨迹图
表3-3 圆弧插补计算过程

3.四个象限圆弧插补计算
为叙述方便,用SR1、SR2、SR3、SR4分别表示第一、二、三、四象限的顺圆弧;用NR1、NR2、NR3、NR4分别表示第一、二、三、四象限的逆圆弧。
从前面分析可知,第一象限逆圆插补运动,使动点坐标xm的绝对值减少,使ym的绝对值增加。
X轴进给一步,则
xm+1=xm-1
从而得出
Fm+1=Fm-2xm+1
Y轴进给一步,则
ym+1=ym+1
从而得出
Fm+1=Fm+2ym+1
参照图3-7,第一象限顺圆弧SR1运动趋势是X轴绝对值增,Y轴绝对值减。由此可以得出:当Fm≥0时,动点在圆上或圆外,Y轴负向进给,绝对值减小,即
ym+1=ym-1
Fm+1=Fm-2ym+1
当Fm<0时,动点在圆内,X轴正向进给,绝对值增加,即
xm+1=xm+1
Fm+1=Fm+2xm+1
与直线插补相似,如果插补计算都用坐标的绝对值进行,将进给方向另作处理,那么,四个象限的圆弧插补计算即可统一起来,变得简单多了。从图3-7可以看出,SR1、NR2、SR3、NR4的插补运动趋势都是使X轴坐标绝对值增加,Y轴坐标绝对值减小,这几种圆弧的插补计算是一致的,以SR1为代表。NR1、SR2、NR3、SR4插补运动趋势都是使X轴坐标绝对值减小、Y轴坐标绝对值增加,这四种圆弧插补计算也是一致的,以NR1为代表。
如图3-7所示,与第一象限逆圆NR1相对应的其他三个象限的圆弧有SR2、NR3、SR4。其中,第二象限顺圆SR2与第一象限逆圆NR1是关于Y轴对称的,起点坐标(-x0,y0),从图中可知,两个圆弧从各自起点插补出来的轨迹对于Y坐标对称,即Y方向的进给相同,X方向进给相反。机器完全按第一象限逆圆偏差计算公式进行计算,所不同的是将X轴的进给方向变为正向,则走出的就是第二象限顺圆SR2。在这里,圆弧的起点坐标要取其数字的绝对值,即送入机器时,起点坐标为无符号数(x0,y0),而-x0的“—”号则用于确定象限,从而确定进给方向。
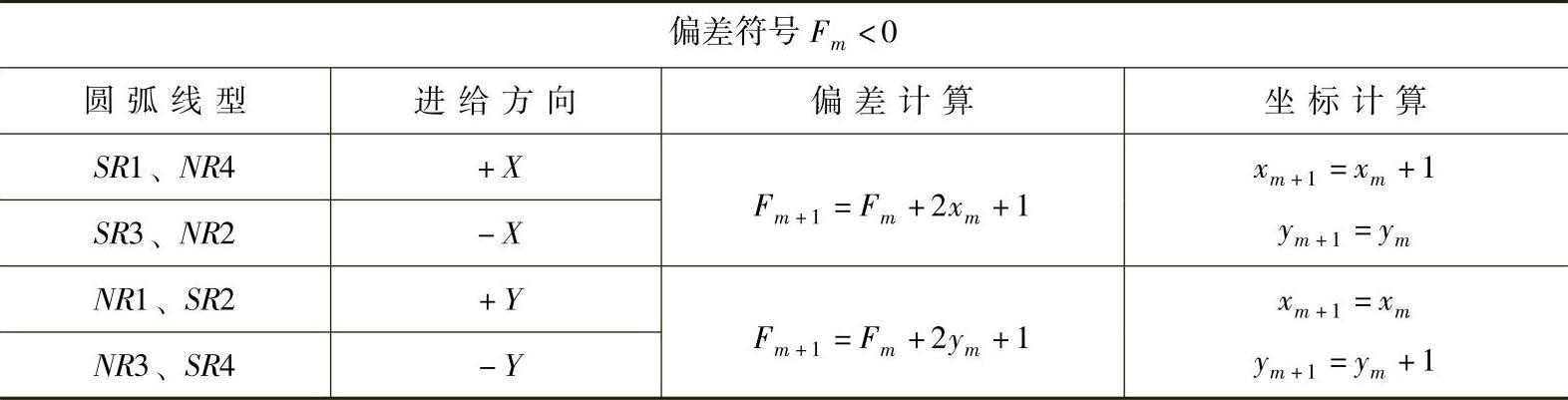
表3-4列出了八种圆弧的插补计算公式和进给方向。
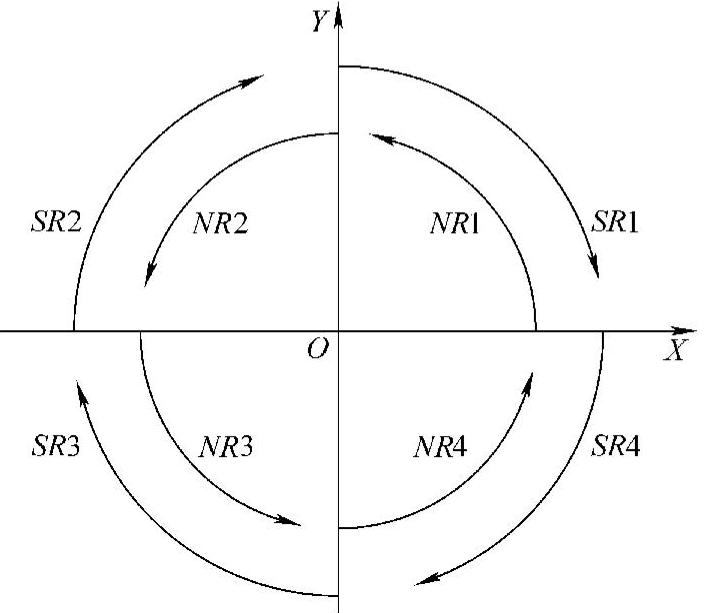
图3-7 四个象限圆弧
表3-4 八种圆弧的插补计算公式和进给方向

(续)
4.圆弧插补计算的程序实现
圆弧插补的偏差计算公式、终点判别公式以及插补的步骤如前所述。可以看出,在插补过程中,所有的逻辑运算及算术运算与几个数据有关,即偏差值Fm、坐标值xm、ym及走步数∑。与直线插补一样,首先应在内存中开辟四个数据区用以存放这些数据。在一个数控系统中,直线插补和圆弧插补可共用这些数据区。
XX和YY单元为X轴坐标值和Y轴坐标值的存放单元,用来存放瞬时加工点的坐标值xm、ym。初始存入起点坐标x0、y0,在加工过程中依据坐标计算结果而变化。
JJ为走步数存放单元。初始存入总步数∑,∑=|xe-x0|+|ye-y0|,在加工过程中作减一运算,直至JJ=0表示加工结束。
FF为加工点瞬时偏差值Fm的存放单元,初始时将FF由数据处理模块清零,在加工过程中依据偏差计算结果而变化。
进给方向在圆弧不过象限的情况下是不变的,可以由数据处理模块以标志的形式直接传送给伺服驱动程序,插补模块不用处理进给方向的正负问题。数据区的初始化由数据处理程序模块完成。圆弧插补程序流程图略。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。