



【摘要】:表2-3G功能指令一览表(续)2.辅助功能M代码辅助功能由地址字M和其后的两位数字组成,主要用于控制机床的各种辅助功能的开关动作,以及零件程序的走向。这些功能在被同一组的另一个功能注销前一直有效。2)后作用M功能在程序段中编制的轴运动之后执行。数控加工程序见表2-5~表2-8。
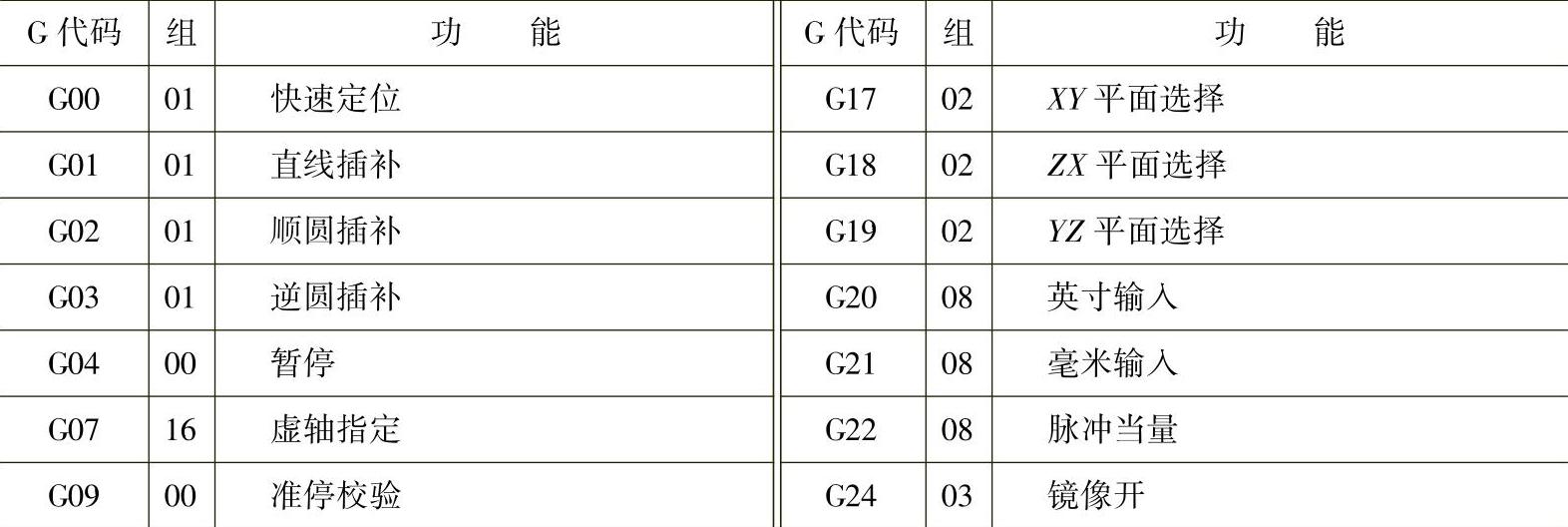
1.准备功能指令
数控铣削加工程序编制实例讲解以华中数控系统为例。华中I型铣床数控系统G功能指令见表2-3。
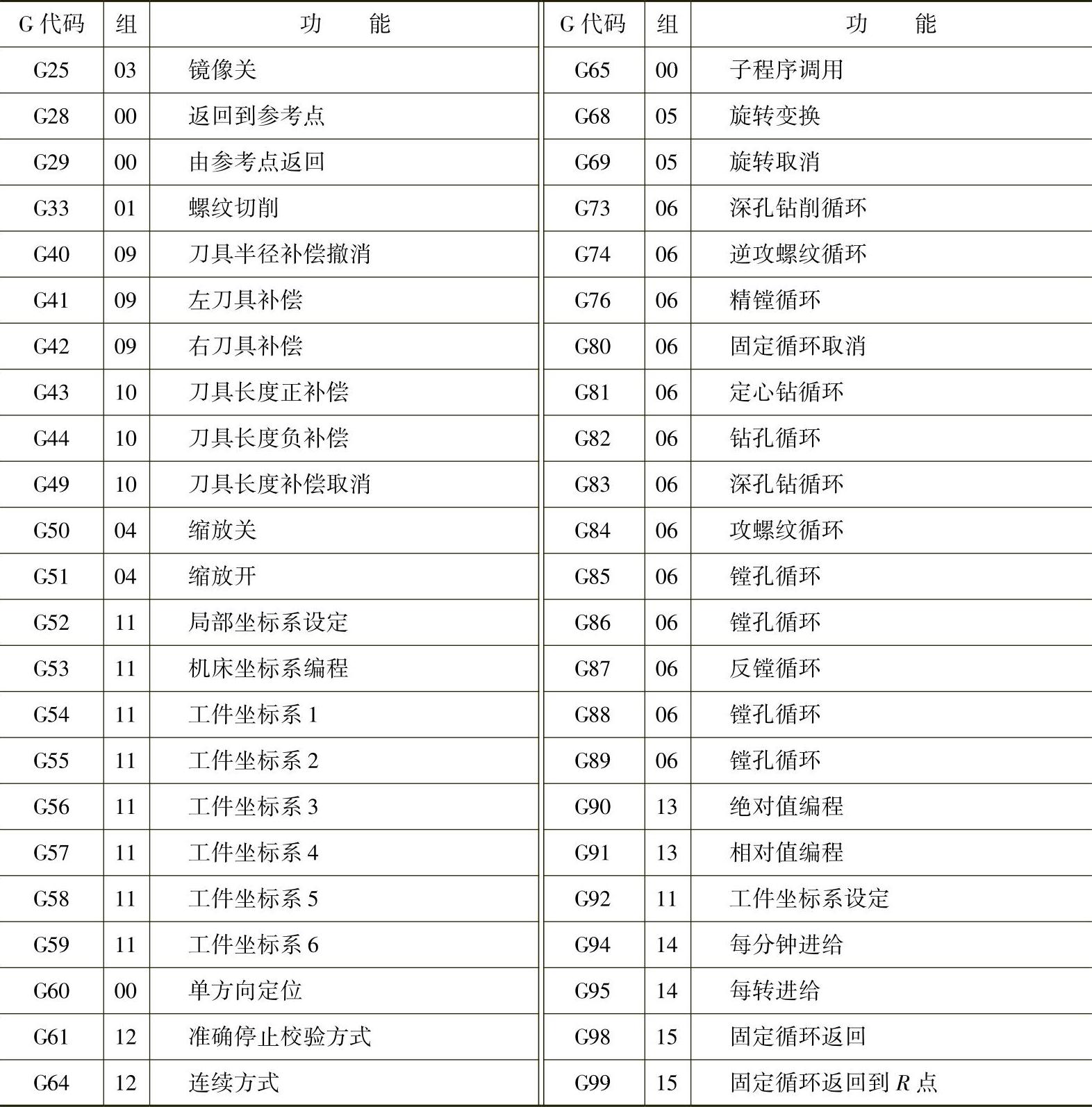
表2-3G功能指令一览表
(续)
2.辅助功能M代码
辅助功能由地址字M和其后的两位数字组成,主要用于控制机床的各种辅助功能的开关动作,以及零件程序的走向。
M功能也有非模态功能和模态功能两种形式。
1)非模态M功能(当前段有效代码),它只在当前程序段中有效。
2)模态M功能(续效代码)是一组可相互注销的M功能。这些功能在被同一组的另一个功能注销前一直有效。
某些模态M功能组中包含一个默认功能(见表2-4),上电时将被初始化为该功能。
另外,M功能还可分为前作用M功能和后作用M功能两类。
1)前作用M功能在程序段中编制的轴运动之前执行。
2)后作用M功能在程序段中编制的轴运动之后执行。
M代码规定的功能对不同的机床制造厂来说是不完全相同的,可参考机床说明书。
表2-4 M代码及功能

3.实例介绍(https://www.xing528.com)
【例2-2】加工如图2-12所示零件,毛坯105mm×55mm×35mm的块料,所用铣刀直径为12mm立铣刀。数控加工程序见表2-5~表2-8。
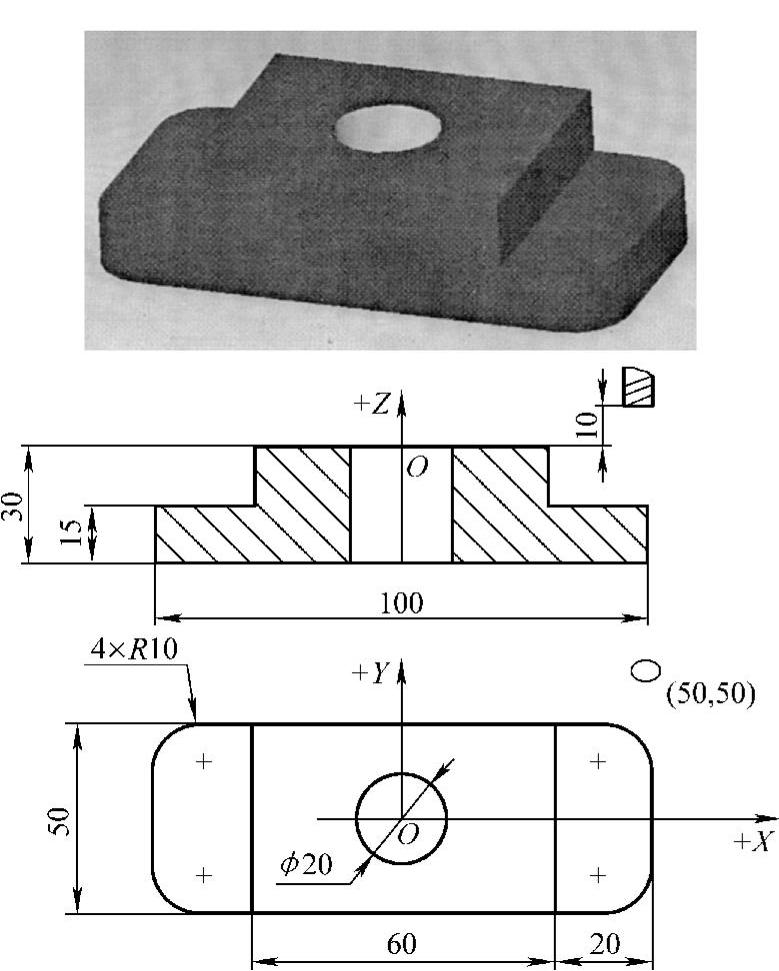
图2-12 铣削类实例
表2-5 数控加工铣上下表面的程序(手工安装好ϕ12mm立铣刀)
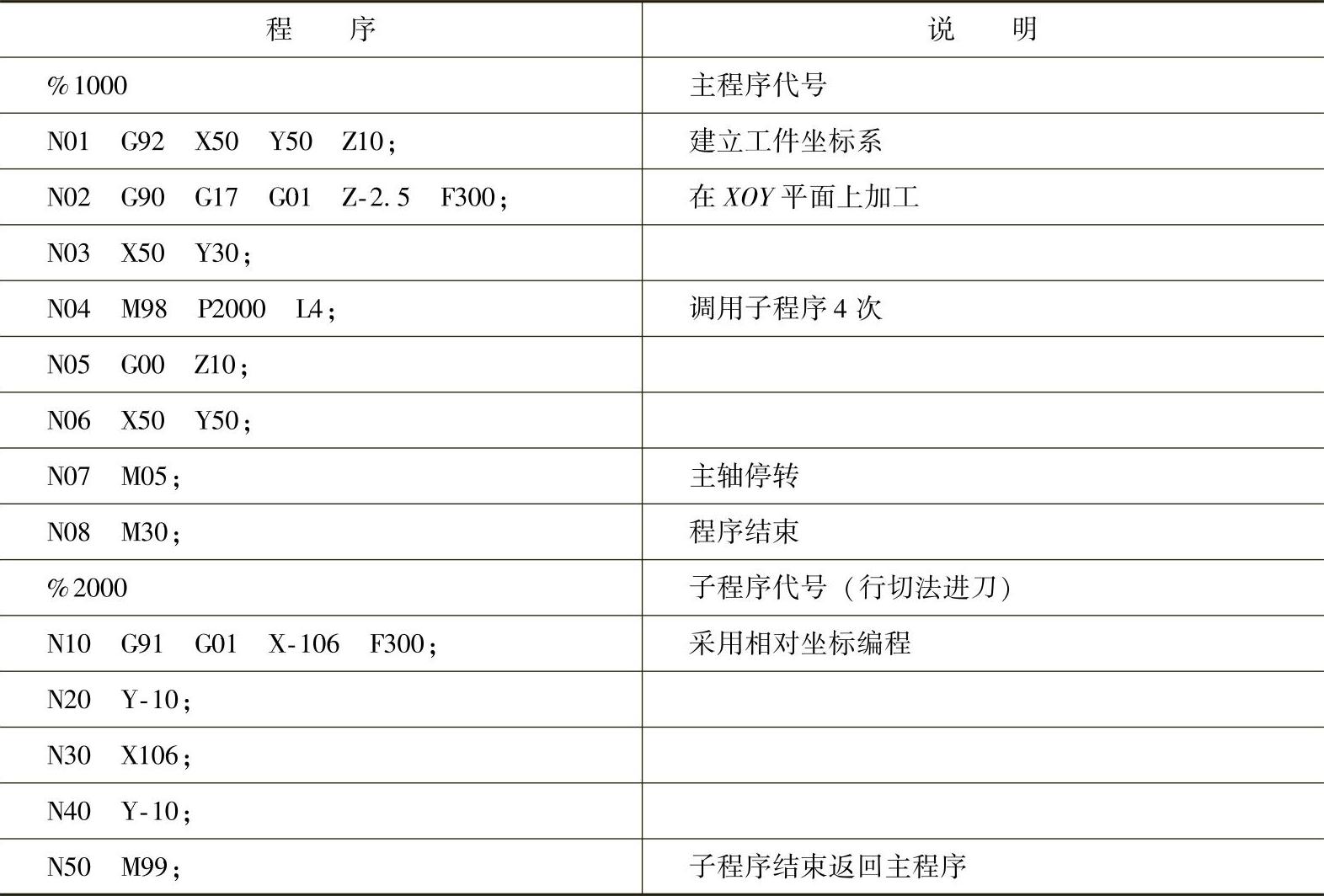
表2-6 数控加工钻中心孔程序(手工安装好ϕ3mm中心钻)
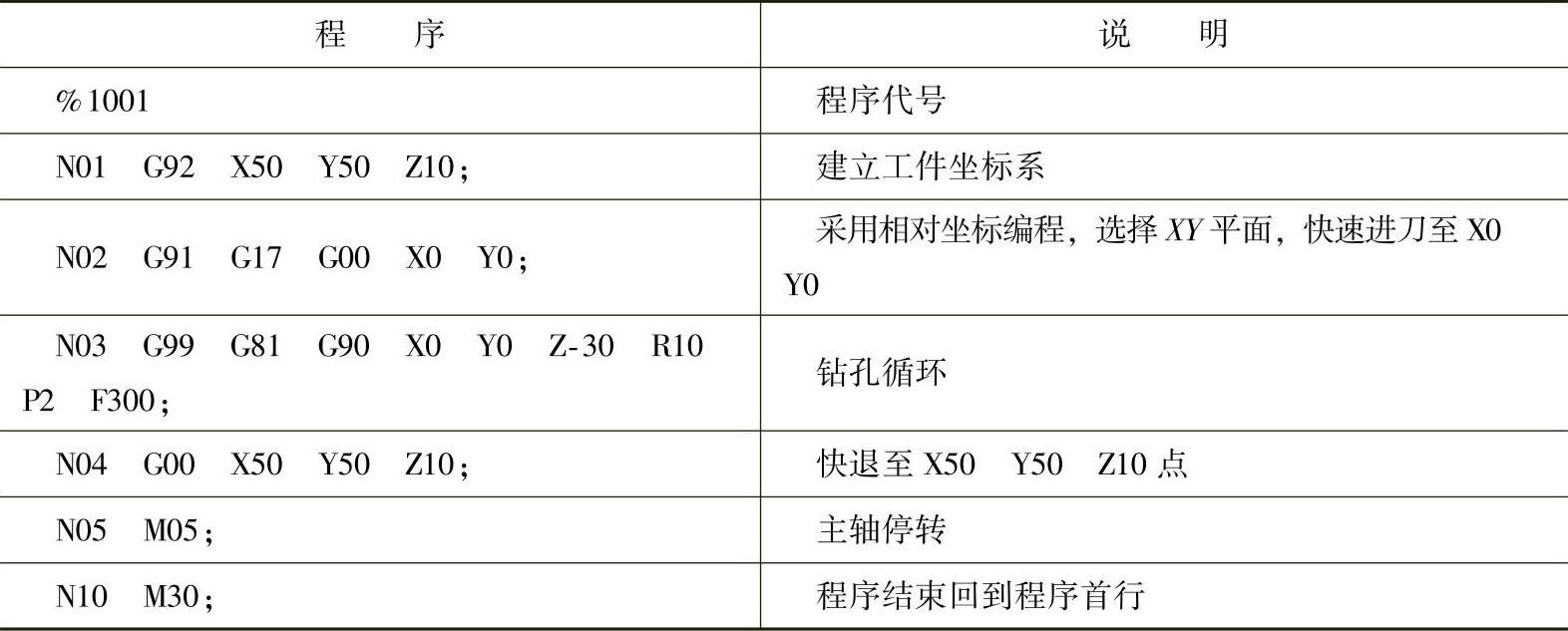
表2-7 数控加工钻孔程序(手工安装好ϕ20mm钻头)

(续)

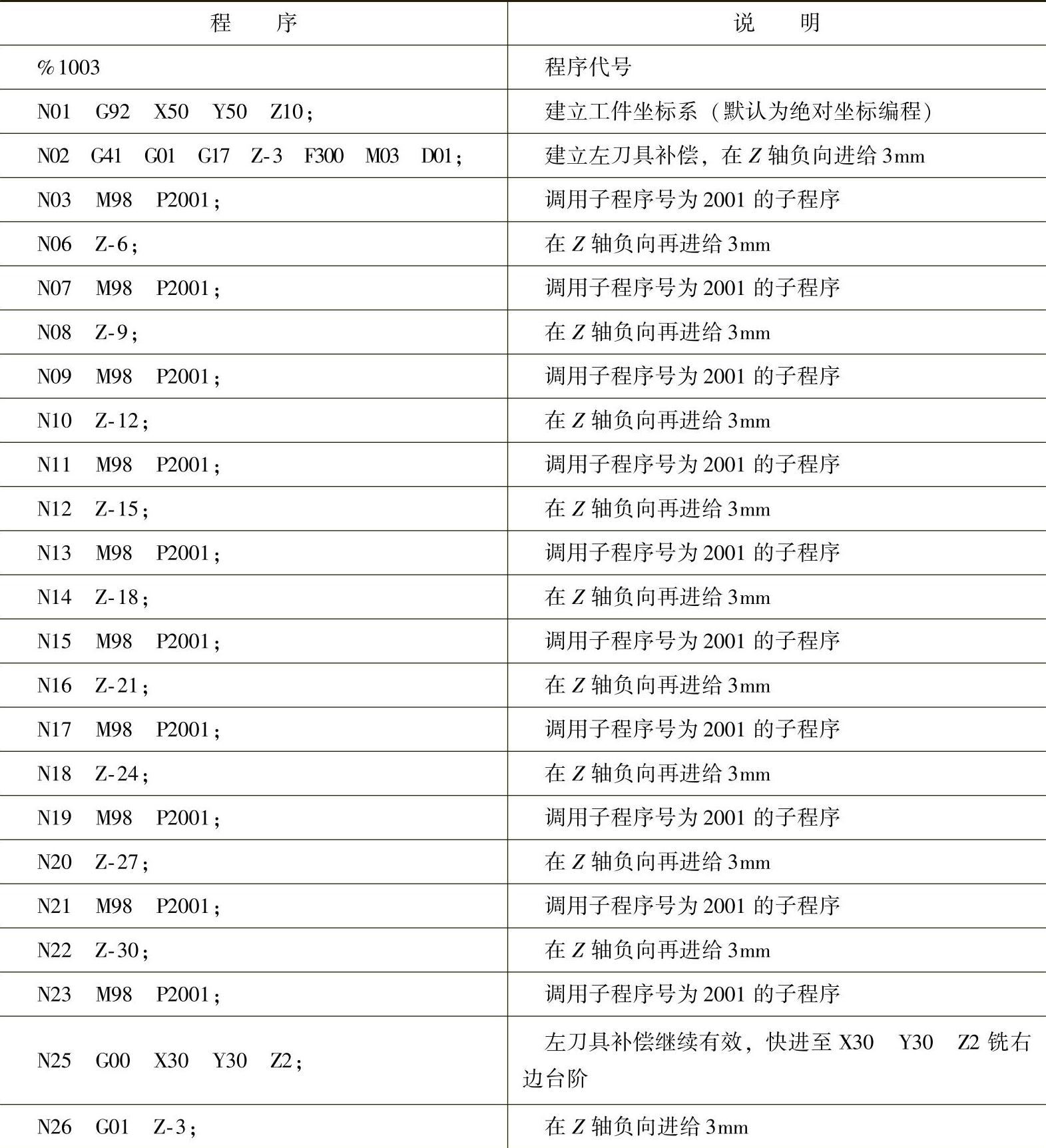
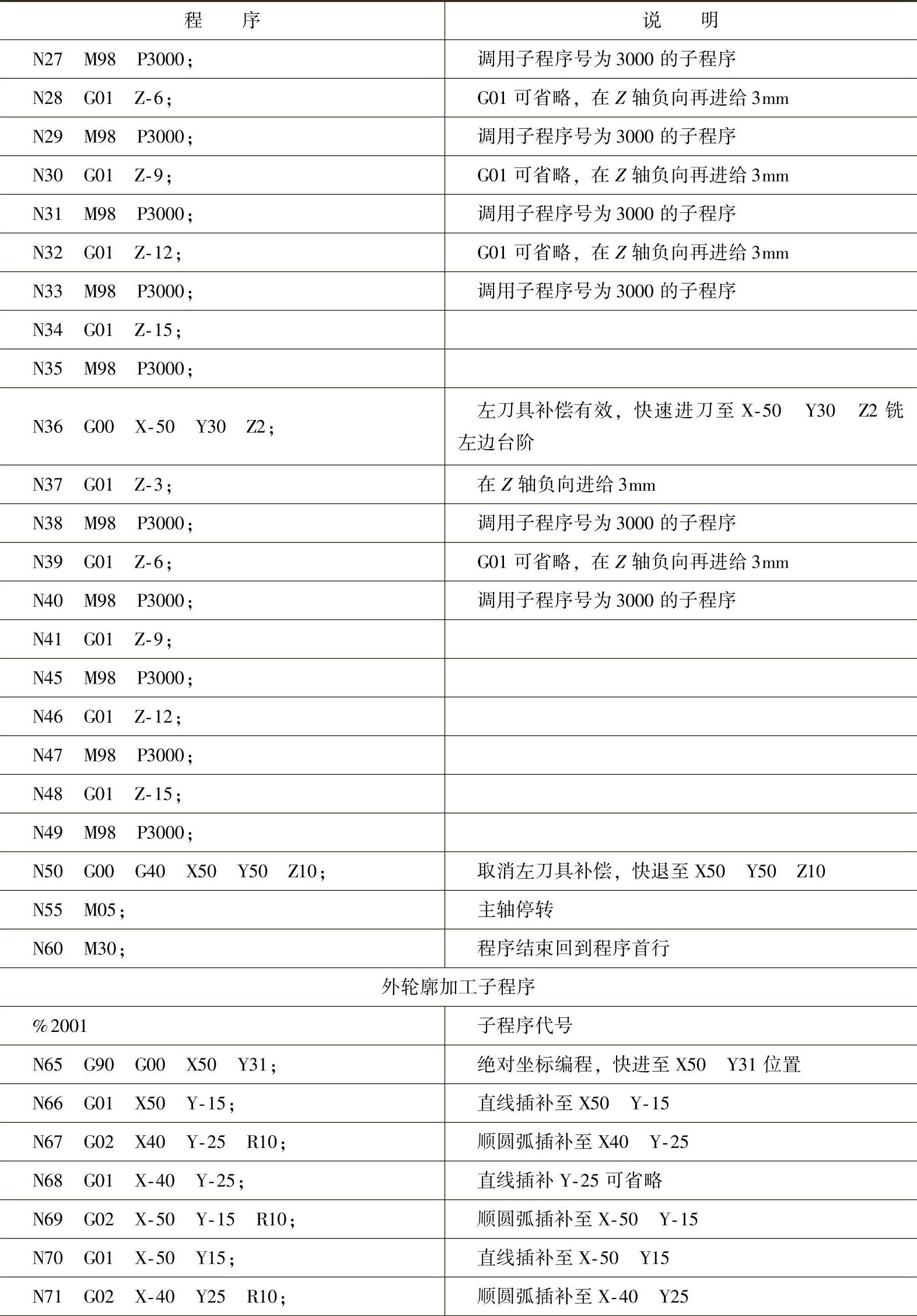
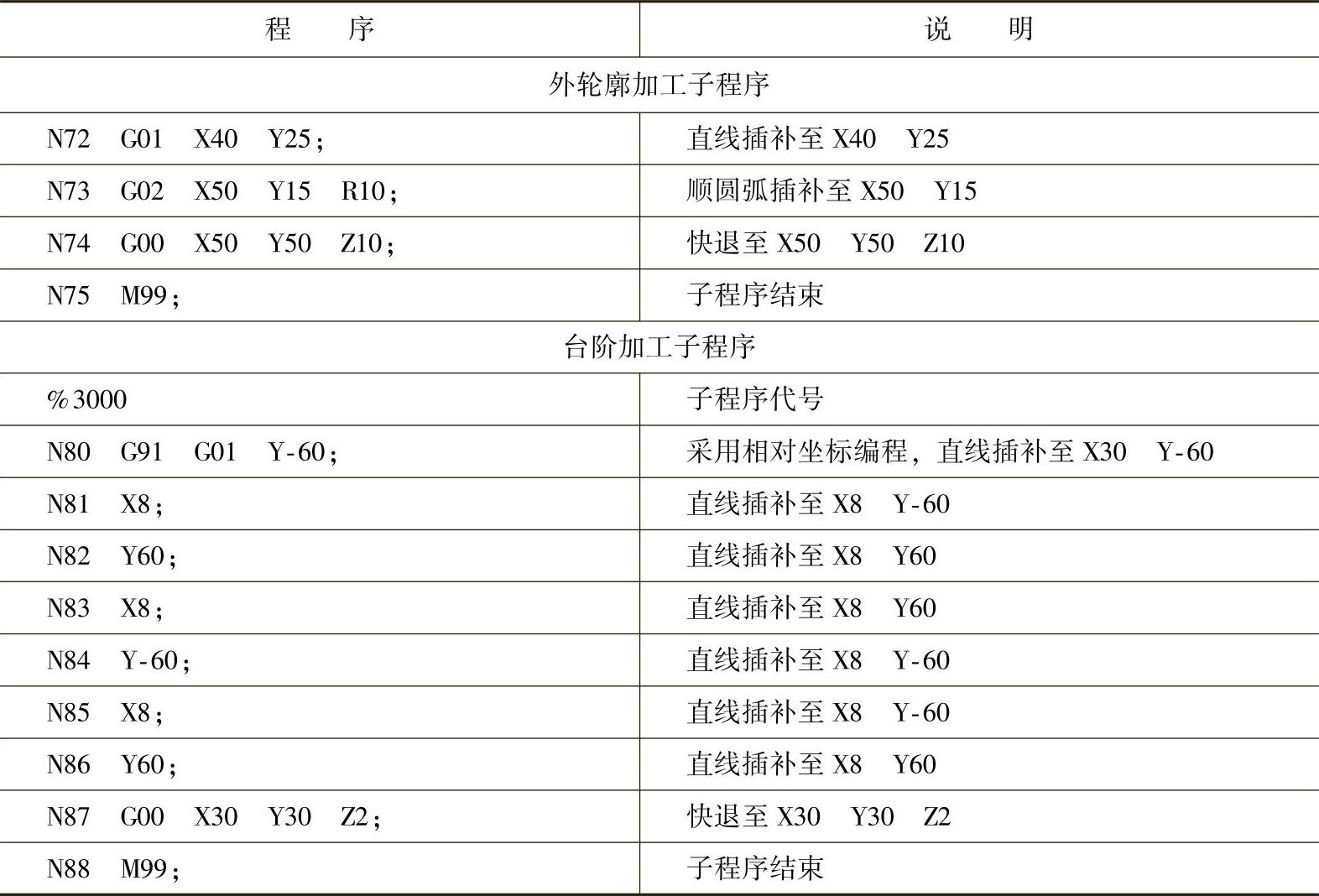
表2-8 数控加工铣外轮廓和台阶程序(手工安装好ϕ12mm立铣刀不考虑长度补偿)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。