



下面以齿轮为例介绍典型零件的选材和工艺分析:齿轮是机械制造中最常见的传动件之一,它的主要功用是传递功率和变换转速。
1.齿轮的工作条件、失效形式及性能要求
齿轮的工作条件及失效形式:
1)传递扭矩时,齿根部承受较大的交变弯曲应力。
2)起动或啮合不均匀时承受冲击力。
3)齿啮合时齿面承受滚动、滑动造成的强烈摩擦和交变接触应力。
在上述工作条件下,齿轮的主要失效形式有:齿根疲劳断裂、齿面局部剥落和过度磨损。因此齿轮材料应具备以下性能:
①高的弯曲疲劳强度和接触疲劳强度。
②高的齿面硬度和耐磨性。
③良好的心部强度和韧性。
④较好的工艺性。
2.齿轮的选材及工艺分析
(1)机床齿轮 转速中等,载荷不大,工作平稳无强烈冲击,对齿轮心部强度和韧性要求不高。一般选用中碳钢制造,并经正火或调质处理后,再经高频感应淬火处理,所得到的硬度、耐磨性、强度和韧性即能满足其性能要求。常用的机床齿轮用钢的选材及热处理见表13-4。
表13-4 机床齿轮用钢的选材及热处理
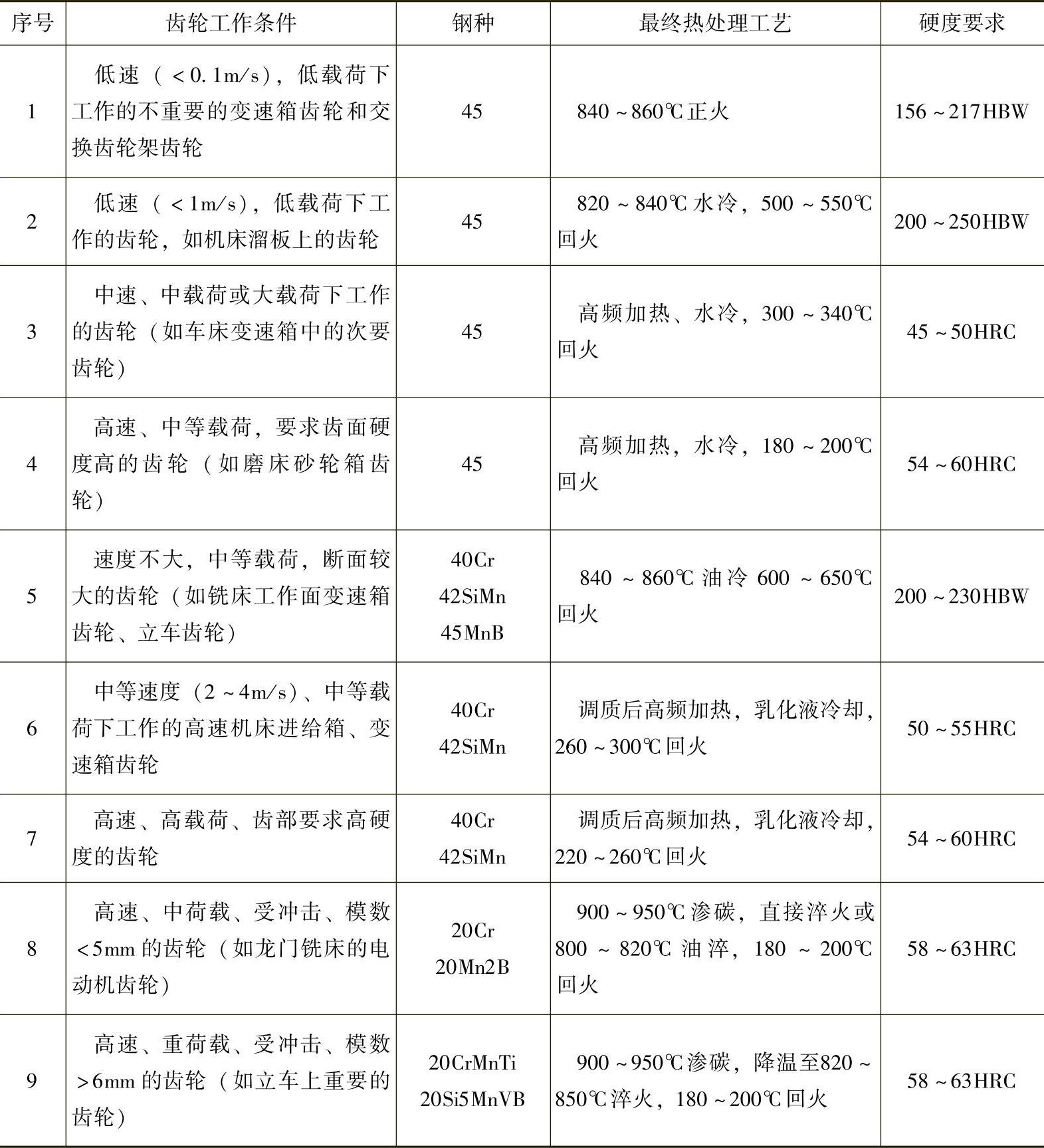
下面以某机床齿轮为例加以分析,其工艺路线如下:下料→锻造→正火、粗加工→调质→精加工→高频感应淬火及回火→精磨。(https://www.xing528.com)
正火处理可以使组织均匀化,消除锻造应力,调整硬度,改善切削加工性能,属于预备热处理。对于一般齿轮,正火也可取代调质,并作最终热处理的部分。
调质处理可以使齿轮具有较高的综合力学性能,提高齿轮心部的强度和韧性,使齿轮能承受较大的弯曲应力和冲击力。由于调质后齿轮组织为回火索氏体,因此在淬火时变形较小。高频感应淬火可提高齿轮表面硬度和耐磨性,并使齿轮表面有压应力存在,增强了抗疲劳破坏能力。
低温回火(或自行回火)是在不降低表面硬度的情况下消除淬火应力,防止磨削裂纹的产生,提高抗冲击能力。
齿轮高频感应淬火后,其变形一般表现为内孔缩小,外径不变或减小。齿轮外径与内径比小于1.5时,内径略胀大,当齿轮有键槽时,内径向键槽方向胀大,形成椭圆形。这些微小的变形对齿轮精度影响不大,因为一般机床用的7级精度齿轮,淬火回火后均要滚光或拉孔。
(2)汽车、拖拉机齿轮 它们的工作条件比机床齿轮较恶劣,受力较大,超载和受冲击频繁,对耐磨性、疲劳强度、心部强度和冲击韧度等方面的要求均比机床齿轮高。实践证明,汽车、拖拉机齿轮用渗碳钢(20CrMnTi、20CrMnMo等)制造,经正火处理,再经渗碳、淬火处理后使用较为合适。
下面以某载重汽车(载质量为8t)变速箱中第二轴的二、三档齿轮为例进行分析,见图13-1。
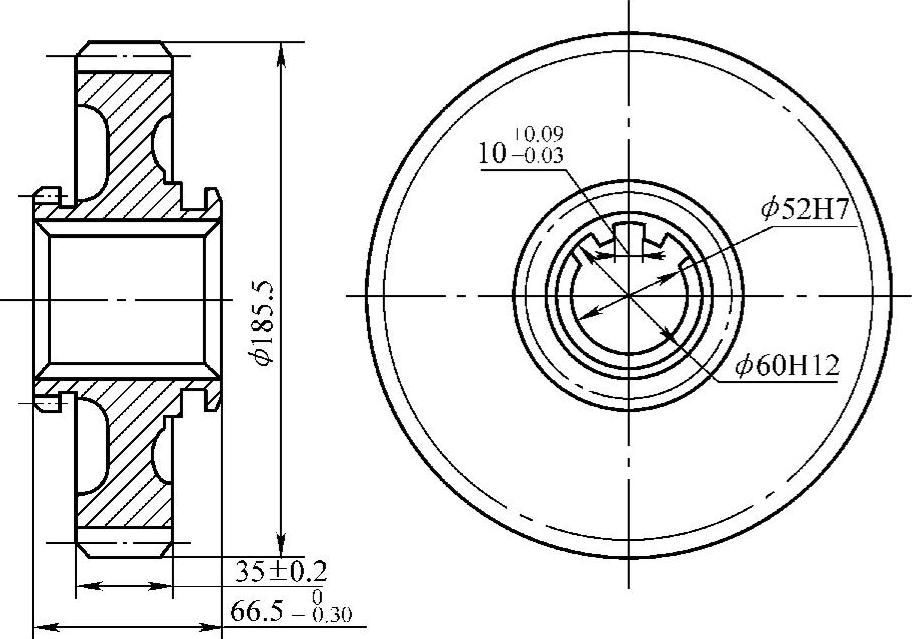
图13-1 某载重汽车变速箱中第二轴的二、三档齿轮简图
汽车、拖拉机齿轮生产批量大,因此选择用钢时除有较好的力学性能外,还应有较好的工艺性能。
20CrMnTi经渗碳淬火低温回火后,具有较高的力学性能,表面硬度58~62HRC,心部硬度30~45HRC。为改善其切削加工性,锻造后一般采用正火处理。
20CrMnTi钢的热处理工艺性较好,有较好的淬透性。由于钢中含Ti元素,使钢对过热不敏感,所以在渗碳后可直接降温淬火。此外,尚有渗碳速度较快,过渡层较均匀,渗碳淬火后变形小等优点。这对制造形状复杂、要求变形小的齿轮零件来说是十分重要的。
20CrMnTi钢不仅可制造截面在30mm以下,承受高速中等载荷及冲击、摩擦的重要齿轮,含碳量在上限时,还可制造截面在40mm以下,模数大于10mm的齿轮。
第二轴齿轮的工艺路线如下:下料→锻造→正火→机械加工→渗碳、淬火及低温回火→喷丸→磨内孔及换档槽→装配。
正火是为了均匀和细化组织,消除锻造应力,改善切削加工性;渗碳的作用是提高齿面碳的质量分数(0.8%~1.05%);淬火可提高齿面硬度并获得一定淬硬层深度(0.8~1.3mm),提高齿面耐磨性和接触疲劳强度;低温回火的作用是消除淬火应力,防止磨削裂纹,提高冲击抗力;喷丸处理是一种进一步强化手段,可使齿轮渗碳表层的压应力增大,有利于提高疲劳强度,同时也可清除氧化层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。