



1.胶层晾置时间与环境
粘合剂涂敷后是否需要晾置,应在什么条件下晾置以及晾置多长时间,要根据粘合剂的性质而定。
1)对于像环氧树脂胶等没有惰性溶剂的粘合剂,一般不需晾置。
2)对于像α-氰基丙烯酸酯这样在微量潮气催化下迅速聚合的粘合剂,晾置时间越短越好。晾置时间过长会产生胶层相对分子质量过低等弊病。α-氰基丙烯酸酯胶晾置时间与粘接强度的关系见表9-8。
表9-8 α-氰基丙烯酸酯胶晾置时间与粘接强度的关系 (单位:kg/cm2)

3)对含惰性溶剂的粘合剂,如酚醛树脂胶等,应采用多层涂敷,并且每涂一层晾置20~30min,以保证溶剂充分挥发。否则会因溶剂残存而降低粘接强度。
4)晾置环境的湿度一般越低越好,否则会因溶剂挥发,降低胶层表面温度,而凝积水汽,影响粘接强度。特别是对潮气敏感的聚氨酯胶、氯丁胶等影响更大。对于高温固化的粘合剂,可稍加温晾置,但要严格控制温度和时间,防止胶层早期固化。
2.固化
(1)固化温度、时间及加热方法 温度、压力、时间是固化过程三个重要工艺参数,粘合剂固化需要一定的温度和时间条件,其中温度是主要的,但两者又是相辅相成的。在一定范围内,提高温度缩短时间和降低温度延长时间,可以得到基本相同的效果。一般来说,适当提高固化温度,有利于提高粘接强度。如若温度过高,固化速度太快,会影响润湿,使接头产生很大内应力,强度反而降低,并增加了对胶层的热老化作用。常用的环氧树脂胶固化温度、时间与粘接强度的关系如图9-15所示。
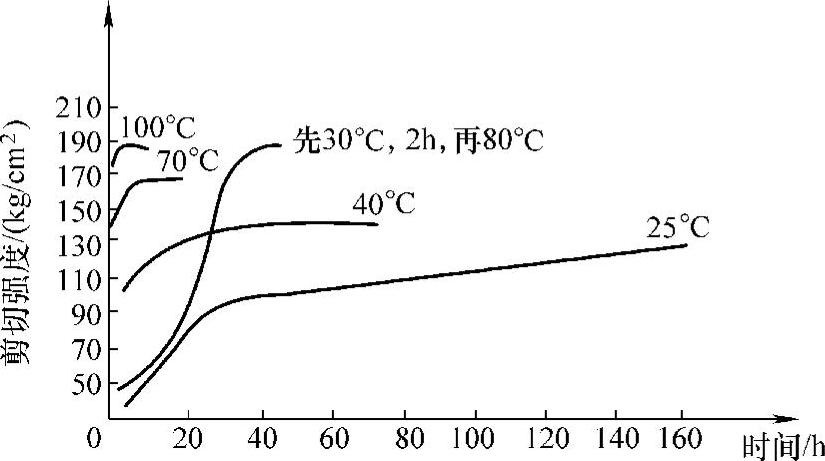
图9-15 环氧树脂胶固化温度、时间与粘接强度的关系
粘接件固化时的加热方法通常有以下四种:
1)电烘箱加热:这种方法简便易行最常使用,尤其对小批量的粘接件更为合适。缺点是周期长,耗电量大,且不易实现自动化。
2)红外线烘房或隧道窑加热:应用红外线特别是远红外线加热粘接件,可以很快将热量传到胶层内部,从而大大缩短固化时间。还具有耗电量较低,易于自动化生产等优点。
3)热风加热:这种方法主要用于压敏胶带涂胶加热。大型机件局部粘接也可以用理发用吹风机加热。优点是传热快,加热范围变化灵活。
4)工频和高频电流加热:粘接件可以用电磁感应器进行加热固化。把感应器移近粘接件,由于磁通量变化的影响,就在其中发生涡流使它很快加热。也可以把零件放入强力螺线管中干燥,粘接件则由于涡流和磁滞现象很快加热。(https://www.xing528.com)
(2)压力的作用及加压方法 在粘合剂固化过程中,一般都应施以一定的压力。固化时施加压力的目的是增加粘合剂对被粘材料表面的润湿和对表面微孔、缝隙的渗透;有利于排除胶层中残留的气体和低分子挥发物;控制胶层厚度;起工艺定位作用。另一方面在粘合剂固化过程中,由于析出气体或体积变化而产生粘合剂与被粘材料相分离的现象,施加一定压力就可以保证粘合剂和被粘材料紧密结合。压力的大小应根据粘合剂性质而定。如压力不足将引起胶层疏松,有气泡、厚度过大和不均匀;但压力过高可能造成严重缺胶,使粘接强度降低。
1)对于固化前相对分子质量低、流动性好,并且在固化过程中不产生水、醇等低分子产物的粘合剂只要触压就可以得到牢固的接头。如环氧树脂胶、聚氨酯胶、不饱和聚酯胶、α-氰基丙烯酸酯胶等。
2)对于固化前相对分子质量高及固化过程中会产生水、醇等低分子产物的粘合剂如酚醛树脂胶、聚酰亚胺胶,应施加1~5kg/cm2的压力。
3)对于氯丁胶等相对分子质量高但初粘力很大的粘合剂,可只在叠合时加一次压,在固化过程中也可以不用再加压。
4)对于膜状热熔粘合剂,为了保证能良好地润湿被粘材料,在固化过程中需要施加5kg/cm2以上的压力。
固化时加压方法通常有以下几种:
1)触压:所谓触压就是靠被粘工件自身的重量使粘接接头压紧,环氧树脂粘合剂等可用此法,要求粘接接头应较平整,摆放时接缝不错位,并且工件本身有一定重量。
2)锤压:就是用木榔头等将粘接部位均匀砸实,适用于氯丁胶。
3)机械夹子加压:对于形状复杂需加较高压力固化的粘接接头,通常采用螺旋夹子、偏心夹子(图9-16)等将接头夹好。这种方法方便灵活,压力高,但工效低,压力不易均匀,不适于薄形接头加压。
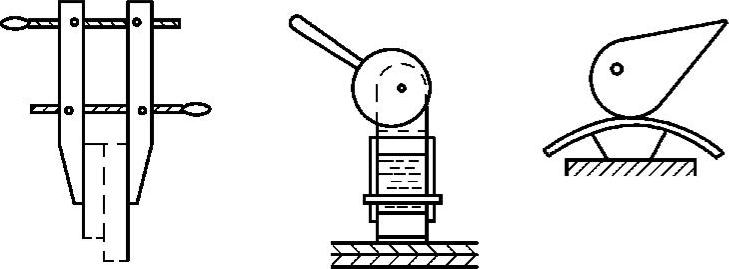
图9-16 螺旋夹子和偏心夹子
4)液压机加压:这种方法产生的压力大而均匀,并可在加压同时加热。主要用于胶合板、复合材料的制造。
5)滚压:即用橡皮滚或钢滚将粘接面滚实,这种方法主要用于复合材料的制造。例如,钢板表面粘贴塑料板,复合塑料薄膜制造等。
6)气囊加压:这种方法是将橡皮气袋贴在被粘工件上,然后放到特制的气压机里固定好,再往橡皮袋里充气,靠气袋传送压力,使接头加压。这种方法主要适用于薄形接头(如飞机蒙皮)的加压。
7)热压罐加压:这种方法是将橡皮袋贴在被粘件上,放入加压罐中固定好,然后往橡皮袋中充气,最后往热压罐中通入蒸汽加热加压,保持一定时间即可。
8)真空加压:这种方法是将被粘件装配好后,盖上一层密封布袋,其边缘与被粘件夹紧密封,然后将袋内空气抽出,靠外界大气加压。若需加热,可加上加热设备,这种方法可用于夹层结构件制造。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。