



各种不同组成、结构的生橡胶,有一个共同的特点,均为相对分子质量很高的线型高聚物,具有很高的柔顺性和很大的弹性。其粘弹性受气温影响显著,缺乏良好的加工性能和使用性能。为便于加工,必须首先对生胶进行塑炼。橡胶的塑炼是利用较高温度下氧的作用,或在较低温度下的机械作用,使部分橡胶长分子链被切断,相对分子质量分布趋于均匀。降低弹性,从而提高橡胶塑性的工艺过程。天然橡胶通常用机械塑炼法,在炼胶机上进行。炼胶机由两个反向转动而转速不同的空心滚筒构成。切好的橡胶碎片在炼胶机的两个滚筒之间受到扯裂、摩擦和挤压,并同时受空气氧的作用,橡胶分子发生裂解,因而塑性急剧增加。在塑炼中变软的橡胶紧贴在转速慢的那个滚筒上,形成橡胶片。塑炼的温度和时间,依橡胶品种而定,天然橡胶为40℃,15~20min。
橡胶的可塑性可由门尼粘度判断,通常适宜加配合剂进行混炼的橡胶,门尼粘度在60左右。
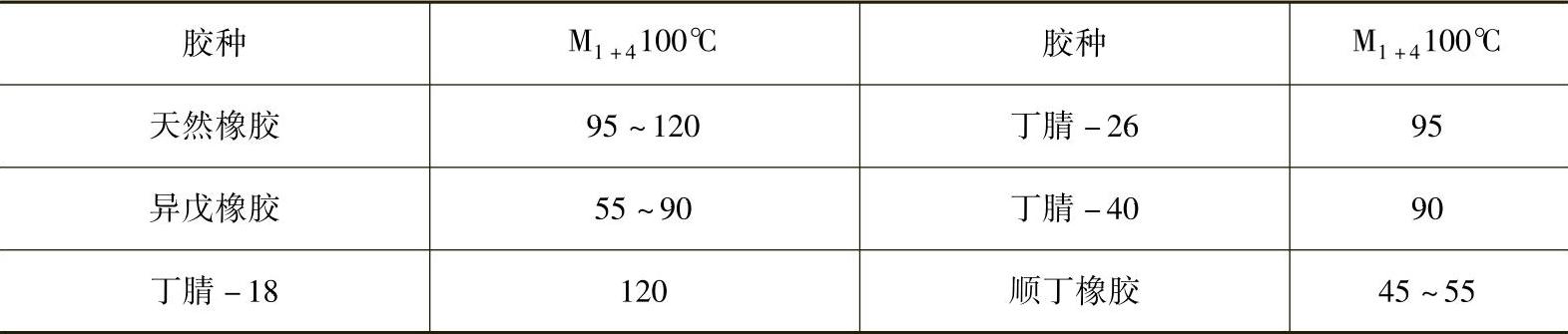
门尼粘度可由下列方法测定。将橡胶试样放在试验机扁平圆形模腔内,腔内有可旋转的圆盘。试样在(100±1)℃预热1min,转动圆盘4min,试样塑性不同,给圆盘扭力不同,扭力大小可由仪表表示,其读数即为门尼粘度。用M1+4100℃表示。不同生胶的初始门尼粘度值见表2-23。
通常门尼粘度数值越大,表示该橡胶相对分子质量越大,可塑性越小;门尼粘度小,表示相对分子质量小,可塑性大。门尼粘度只能用来比较相对分子质量大小,不能测定相对分子质量具体数值。具体见表2-24。
表2-23 几种生胶的初始门尼粘度
 (https://www.xing528.com)
(https://www.xing528.com)
表2-24 丁基橡胶门尼粘度与相对分子质量

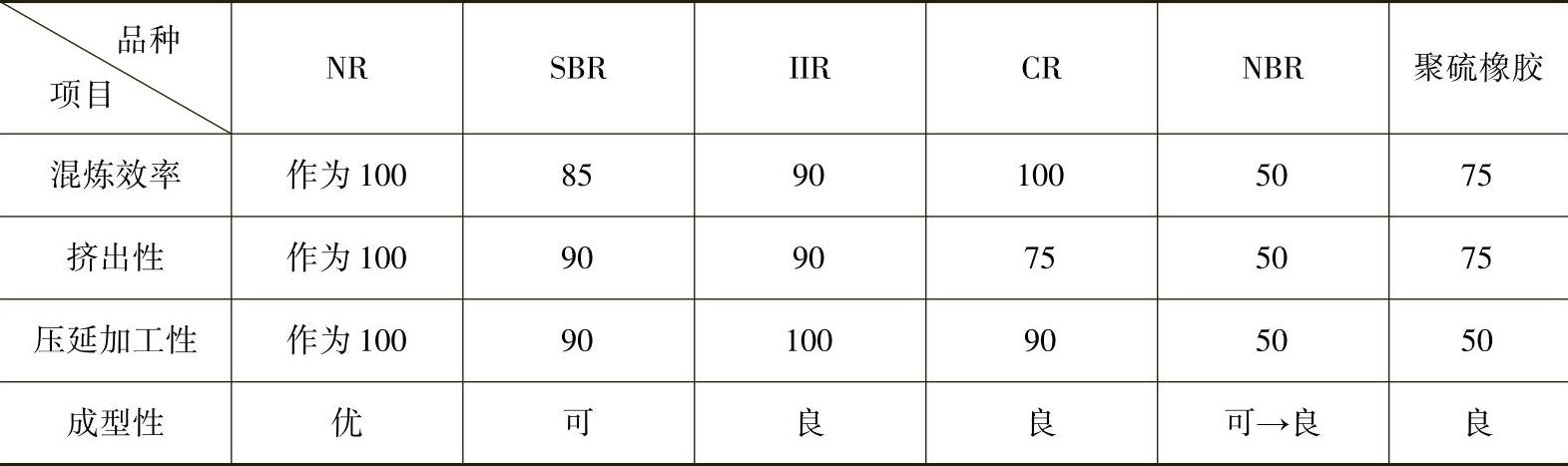
经塑炼的生胶,还需根据所用生胶品种的特性及橡胶制品的使用要求,按一定重量比例配加各种配合剂。据粗略统计,平均每100份(重量比)橡胶要配用硫化剂2.5~3.0份,促进剂1.5~2.0份,活性剂8~10份,补强剂25~40份,填充剂40~45份,增塑剂10份,防老剂2~2.5份。这种不同重量比的橡胶与配合剂的用量叫配方。根据不同的配方可制出各种不同性质的胶料。混炼除了要严格控制温度和时间外,还要注意加料顺序。正确的加料顺序应是:塑炼胶、防老剂、填充剂、增塑剂,最后是硫化剂和硫化促进剂。配合剂在混炼过程中均匀分散于生胶基体中,以改善橡胶的耐热性、化学稳定性、流变性、电性能等主要品质。混炼胶是橡胶制品的主要原料,也叫胶料。不同橡胶的加工性能不同,可参见表2-25。
表2-25 各种橡胶加工性的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。