



PowerMILL四轴高速加工技术主要是是指四轴联动加工和3+1轴加工(或称为四轴定位加工)。对于四轴联动加工主要是使用旋转精加工实现,而对于3+1轴主要通过三轴加工策略配合模型旋转分度来完成加工。
旋转精加工用于四轴铣床(X、Y、Z、A),用于加工带有非圆截面的回转体零件(数控车床上无法加工的类圆柱体)。需要注意的是,PowerMILL系统默认X轴为工件旋转中心线,工件绕X轴旋转,同时工件可以沿X、Y向作直线运动,刀具沿Z向做直线运动,完成四轴加工。
单击主工具栏上的“刀具路径策略”按钮 ,弹出“策略选取器”对话框,单击“精加工”选项卡,选中“旋转精加工”选项,单击“接受”按钮,弹出“旋转精加工”对话框,如图2-268所示。
,弹出“策略选取器”对话框,单击“精加工”选项卡,选中“旋转精加工”选项,单击“接受”按钮,弹出“旋转精加工”对话框,如图2-268所示。
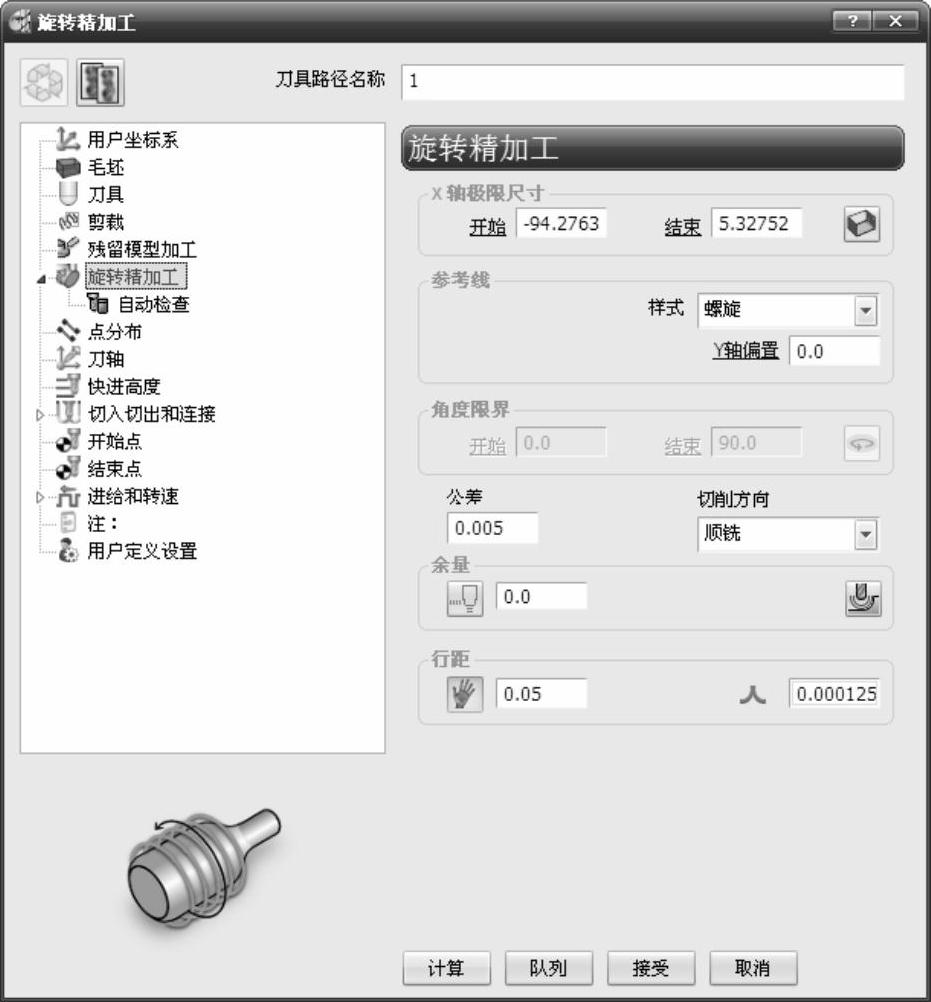
图2-268 “旋转精加工”对话框
“旋转精加工”对话框中相关选项参数如下:
(1)X轴极限尺寸
用于控制沿X轴的加工范围,包括以下选项:
●【开始和结束】:用于输入刀具路径开始处和结束处X坐标值。
●【按毛坯限界重设】:单击该按钮 ,系统自动将X轴极限定义为毛坯限界。
,系统自动将X轴极限定义为毛坯限界。
(2)参考线
用于设置刀具路径的切削方式,包括以下选项:
●【样式】:用于定义切削方法,包括“圆形”“直线”和“螺旋”等,如图2-269所示。
▶【圆形】:圆形旋转加工时,工件旋转而刀具处于一固定方向,在工件旋转时,刀具将沿其刀轴来回移动而产生出所需截面形状。加工完一个截面后,刀具前进一个节距,再加工出下一个截面形状。
▶【直线】:使用直线方式加工时,刀具沿X轴以直线方式移动,在每个路径的末端,刀具将撤回并移动到下一路径开始位置上,与此同时,旋转轴按角度进行行距分度定位,随后刀具切入,开始新的切削。
▶【螺旋】:刀具将沿工件的X轴方向绕形体进行连续螺旋线形切削。为保证加工完整性,螺旋线两端位置被固定,其具有恒定的X位置且为整圆切削。由于螺旋刀具路径为单个连续的刀具路径,因此切削方向要么是顺铣要么是逆铣,故角度限界无效。
●【Y轴偏置】:为了避免球头刀具刀尖点切削工件,将刀具向Y轴方向偏移一个距离,如图2-270所示。
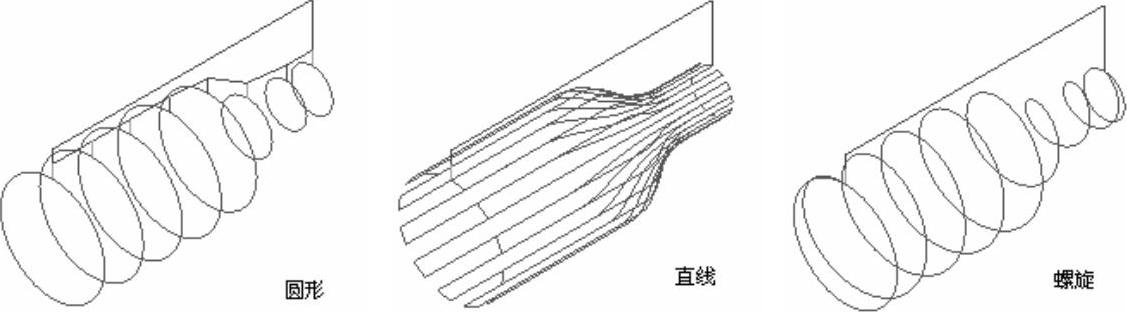
图2-269 样式
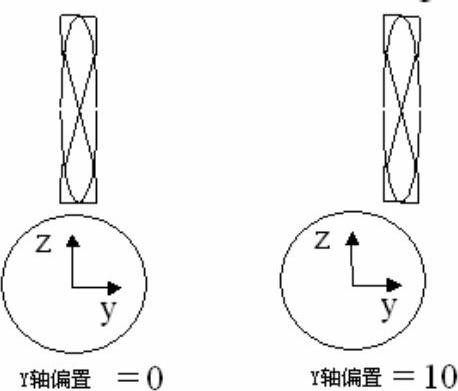
图2-270 Y轴偏置
(3)角度限界
当“样式”选择直线时,用于控制路径中开始和结束的角度位置。(https://www.xing528.com)
(4)切削方向
用于定义切削方向,包括“顺铣”“逆铣”和“任意”3种。由于刀具的旋转有可能具有限制范围,所以选择“任意”方式可以交替改变铣削方向,从而防止旋转轴旋转超过限制角度。
练习25:旋转精加工范例演练
1)选择下拉菜单“文件”→“全部删除”命令,在弹出的“PowerMILL询问”对话框中单击“是”按钮,删除所有文件。然后选择下拉菜单“工具”→“重设表格”命令,将所有表格重新设置为系统默认状态。
2)选择下拉菜单中的“文件”→“范例”命令,弹出“打开范例”对话框,选择“xuanzhuansizhou.dgk”(“随书光盘:\第2章\exercise25\uncompleted\xuanzhuansizhou.dgk”)文件,单击“打开”按钮即可,如图2-271所示。
3)单击主工具栏上的“毛坯”按钮 ,弹出“毛坯”对话框。在“由…定义”下拉列表中选择“方框”,单击“估算限界”框中的“计算”按钮,接着单击“接受”按钮,图形区显示所创建的毛坯。
,弹出“毛坯”对话框。在“由…定义”下拉列表中选择“方框”,单击“估算限界”框中的“计算”按钮,接着单击“接受”按钮,图形区显示所创建的毛坯。
4)单击主工具栏上的“刀具路径策略”按钮 ,弹出“策略选取器”对话框,单击“精加工”选项卡,选中“旋转精加工”选项,单击“接受”按钮,弹出“旋转精加工”对话框,如图2-272所示。
,弹出“策略选取器”对话框,单击“精加工”选项卡,选中“旋转精加工”选项,单击“接受”按钮,弹出“旋转精加工”对话框,如图2-272所示。
图2-271 打开范例文件
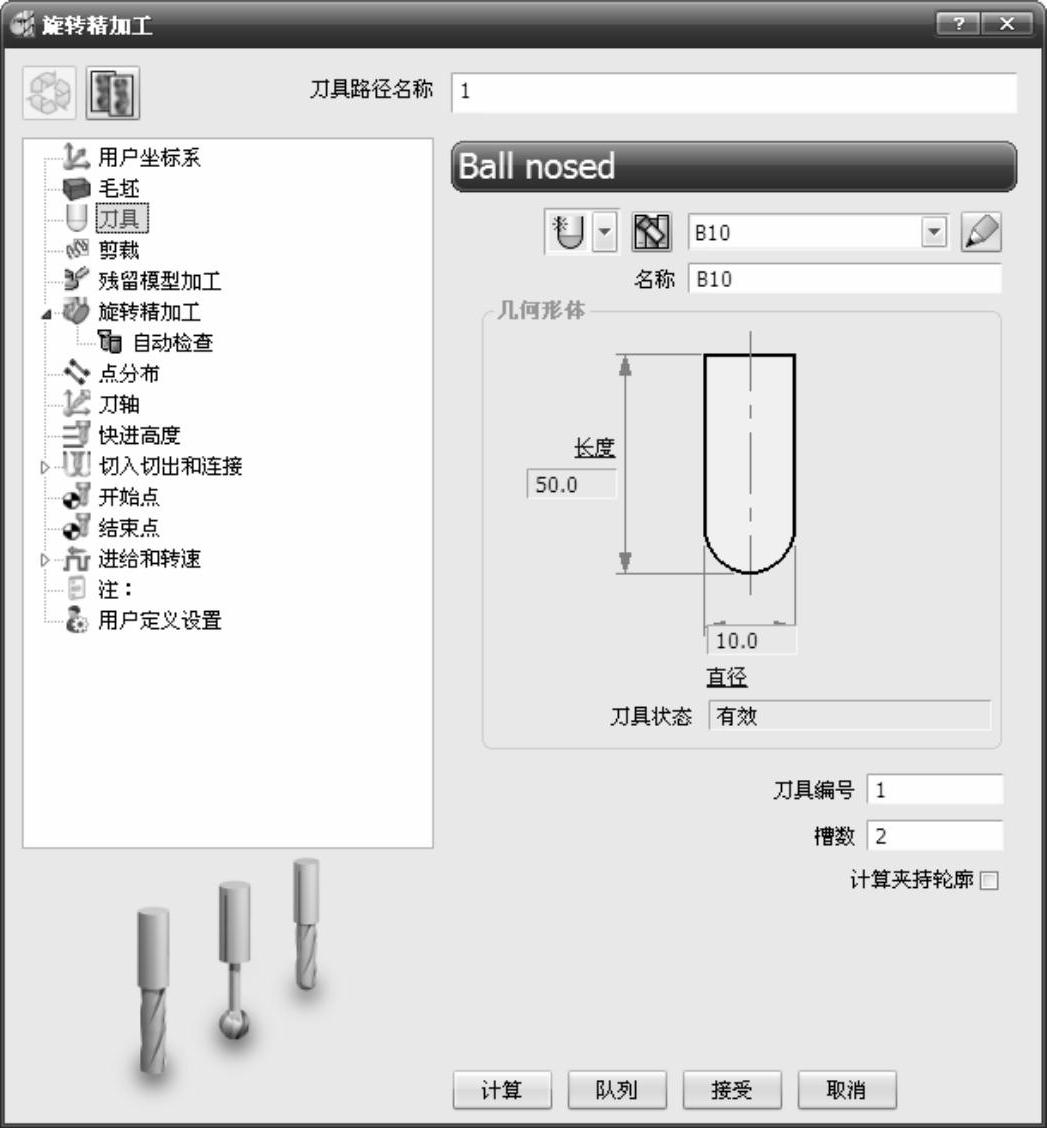
图2-272 “旋转精加工”对话框
●创建刀具B10。单击左侧列表框中的“刀具”选项,在右侧选项卡中选择“球头刀”,设置“直径”为10.0。
●单击左侧列表框中的“旋转精加工”选项,在右侧选项卡中设置“X轴极限尺寸”为开始-80.0和结束0.0,“样式”为“螺旋”,其他参数如图2-273所示。
●单击左侧列表框中的“进给和转速”选项,在右侧选项卡中设置相关参数,如图2-274所示。
5)在“旋转精加工”对话框中单击“计算”按钮和“接受”按钮,确定参数并退出对话框,生成的刀具路径如图2-275所示。

图2-273 旋转精加工参数

图2-274 进给和转速参数
图2-275 生成的刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。