



阀瓣和阀座的密封表面经堆焊、机械加工、研磨和抛光后应当进行质量检验。
(1)堆焊层的质量检验
1)焊后用目视或5~10倍放大镜检查,堆焊层表面及侧面不得有裂纹、气孔、缩孔、疏松和未熔合等缺陷。
2)检测被焊件变形在允许范围之内,焊层厚度能够满足机械加工要求。
3)堆焊面经机械加工后,用着色检测方法检查。不得有裂纹、气孔、疏松、夹渣、未熔合等缺陷。
4)硬度试验可用产品或标准试样在环形密封面的周向进行。硬度值应符合产品图样要求。
5)堆焊工件精加工后堆焊层厚度应不小于2mm。
6)缺陷允许修复,但不允许局部补焊。应用机械加工方法将焊层完全清除后,按照工艺重新堆焊。
(2)平面度检测 阀瓣和阀座密封面的平面度是指环带状整体所形成的平面,并由它确认的平面度。良好的平面度意味着密封面没有凹陷、突起。
常用的手段是,将研磨和抛光好的阀瓣和阀座组装在安全阀上后通过试验进行检测,这只不过是一种间接的检测方式。常见的直接手段是用刀口尺、红丹粉、蓝油或荧光剂,但这些方法要求检测人员有一定的经验,对于密封性要求很高的场合这种方法是不能满足要求的。
平面度的机械方法测量,可以使用表面轮廓仪、准直仪、高度表、三坐标测量机等设备来进行。这些设备在测量平面度时,往往只能放映局部的偏差,而且测量工作烦琐,设备的投入成本高,对操作人员的经验和知识要求也较高。利用平面平晶来检测平面度是一种既简便、精度又高的方法。它既可以在计量室内使用,也可在加工现场进行,实用性强。简化了以前对高精度平面测量需采用大型精密仪器的高成本、费时费力的工作和对测量人员技术水平的高要求。
1)干涉光平面度检测的原理。将平面平晶放在密封面上,从斜上方入射一束单色光(如钠灯),人眼可在平面平晶工作面与工件被测面之间(图像区)看见光线干涉条纹,如图7⁃6所示。
当光源发出的入射光线投射到平面平晶上表面时,按折射定律光线折射成光线a至平行平晶的工作面。这时,其中一部分光线a′由此表面反射,再经平面平晶上表面折射后射出;另一部分光线a″则透过平行平晶工作面并通过空气隙至工件被测量面,在此表面反射后,此光线又相继折射并出射于平晶上表面。因在各反射光线位置上空气隙之间厚度不同,a′和a″两光线有光程差而相互干涉。人眼可在平晶工作面与工件被测面之间(图像区)看见干涉条纹。在正常工作状态下,用白光源时所观察到的是带有彩色的干涉条纹;而用单色光光源时,则呈现明暗相间的干涉条纹。如果正好是波峰遇到波峰,亮度最强,呈现亮条纹;如果是波峰遇到波谷,亮度最暗,呈现暗条纹。最亮和最暗就形成了干涉条纹。两个相邻条纹间的高度差为半个波长。这样,通过干涉条纹数量就可以进行量化评估该密封面的平面度情况。如果是用充满氦气的钠光灯,这种光源的波长是0.598μm,在检测平面时条纹间的高度差用半波长进行,就是说产生的干扰条纹对应的高度差单位是0.3μm,即光学镜片(平面平晶)两条暗纹中心之间被测部件的水平度为高或低0.3μm。根据平面平晶工作面与工件的被测量面之间所出现的干涉条纹,就可以进行量化评估该密封面的平面度情况。不平度=条纹数×0.3μm。图7⁃7所示为单色光检测仪。
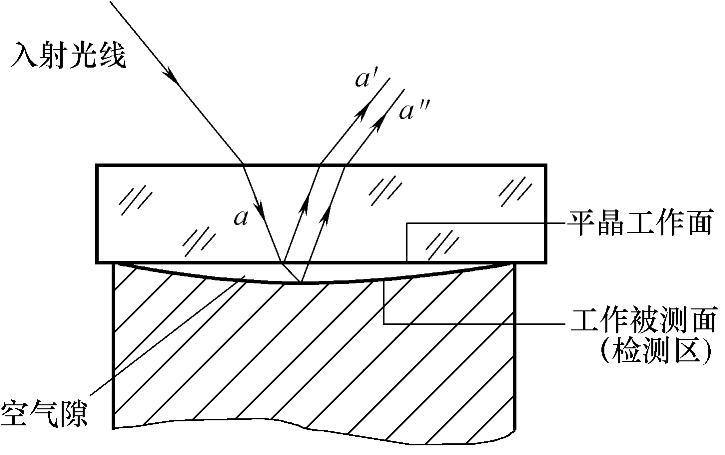
图7⁃6 平面度检测原理(https://www.xing528.com)
2)使用干涉光方法的注意要点如下:
①密封面要有良好的反光能力。
②密封面的表面粗糙度值要小。
③使用的平晶和光源要匹配。
④平晶与密封面的表面必需绝对干净,要注意不能让微小颗粒残留其上。
⑤将平晶小心地放在密封面的上面,不要在上面滑动。
⑥观测条纹时要细致和耐心。
⑦要注意平晶的使用温度,即平晶本体温度要趋同,人体温度对其都会有影响。
3)平面度典型光带图。直的平行光带显示该表面是完美的平面,在0.025μm(0.000001in)以内,如图7⁃8所示。氦光源的平面度典型光带图如图7⁃9所示。小于9个光带的可以判定合格。图7⁃10所示是用平面平晶检测阀座密封面产生的干涉条纹照片。
图7⁃7 单色光检测仪
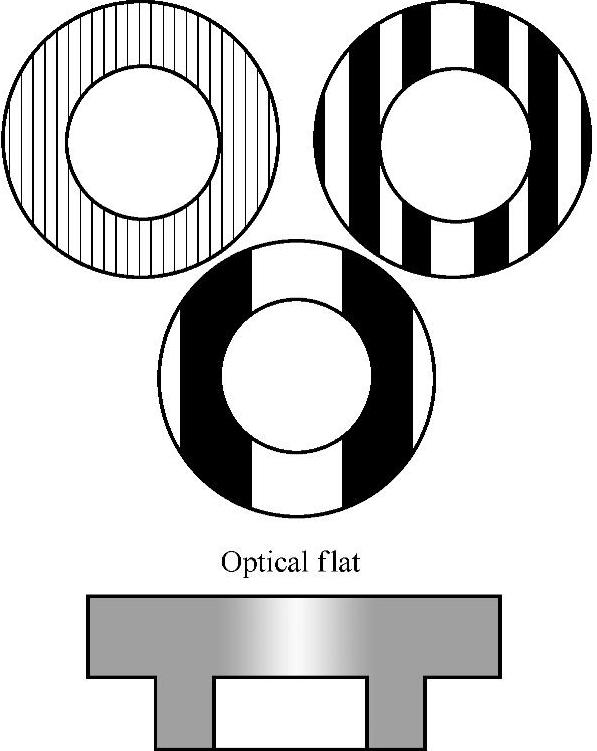
图7⁃8 直的平行光带
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。