



1.控制要求
采用PLC控制伺服驱动器来驱动伺服电动机运转,通过与电动机同轴的丝杆带动工作台移动,如图7-16a所示,具体要求如下:
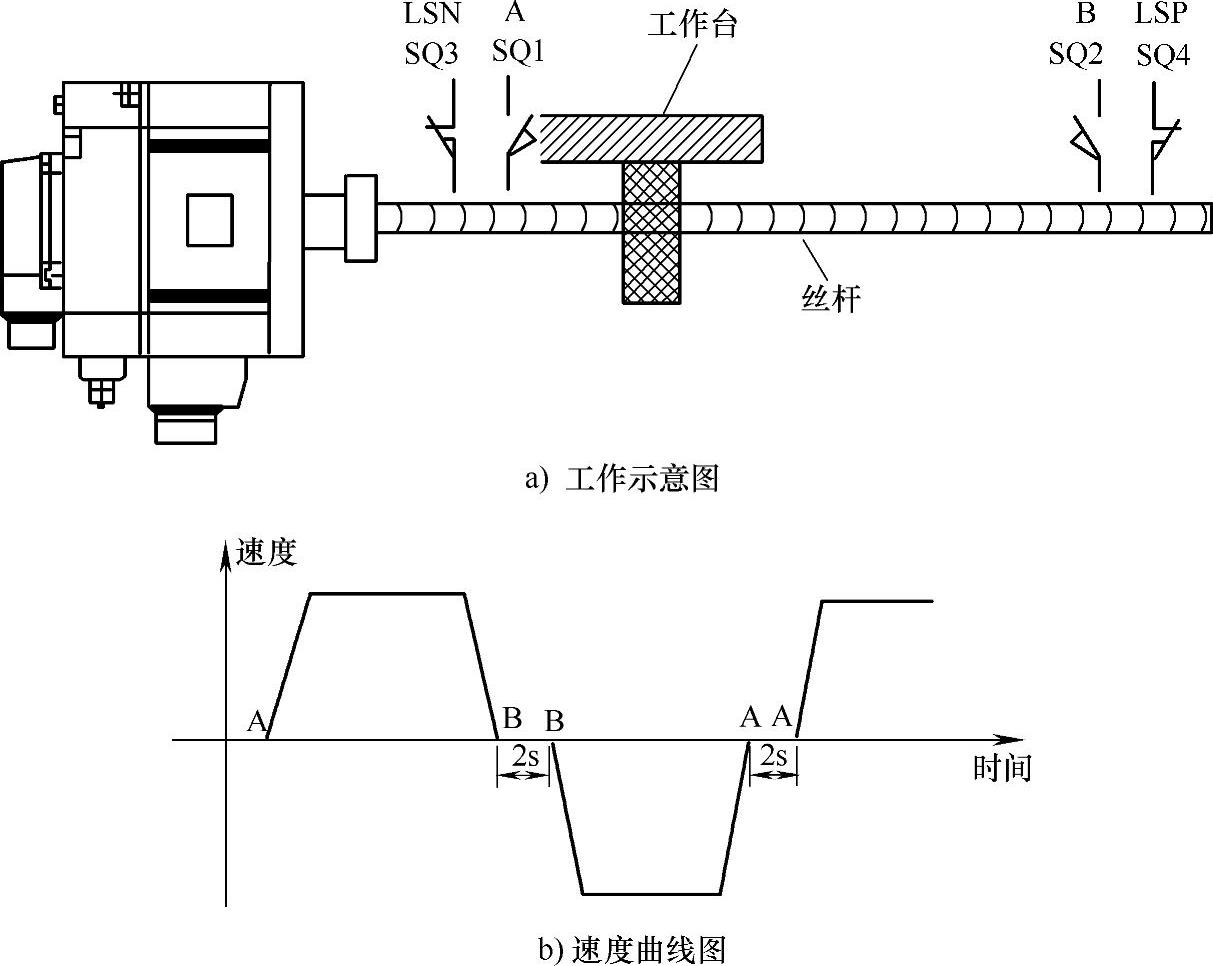
图7-16 工作台往返限位运行控制说明
1)在自动工作时,按下起动按钮后,丝杆带动工作台向右移动,当工作台到达B位置(该处安装有限位开关SQ2)时,工作台停止2s,然后向左返回,当到达A位置(该处安装有限位开关SQ2)时,工作台停止2秒,又向右运动,如此反复,运行速度/时间曲线如图7-16b所示。按下停止按钮,工作台停止移动。
2)在手动工作时,通过操作慢左、慢右按钮,可使工作台在A、B间慢速移动。
3)为了安全起见,在A、B位置的外侧再安装两个极限保护开关SQ3、SQ4。
2.控制电路及说明
工作台往返限位运行的伺服电动机控制电路如图7-17所示。
电路工作过程说明如下:
(1)电路的工作准备(https://www.xing528.com)
220V的单相交流电源经开关NFB送到伺服驱动器的L11、L21端,伺服驱动器内部的控制电路开始工作,ALM端内部变为ON,VDD端输出电流经继电器RA线圈进入ALM端,RA线圈得电,电磁制动器外接RA触头闭合,制动器线圈得电而使抱闸松开,停止对伺服电动机刹车,同时附属电路中的RA触头也闭合,接触器MC线圈得电,MC主触头闭合,220V电源送到伺服驱动器的L1、L2端,为内部的主电路供电。
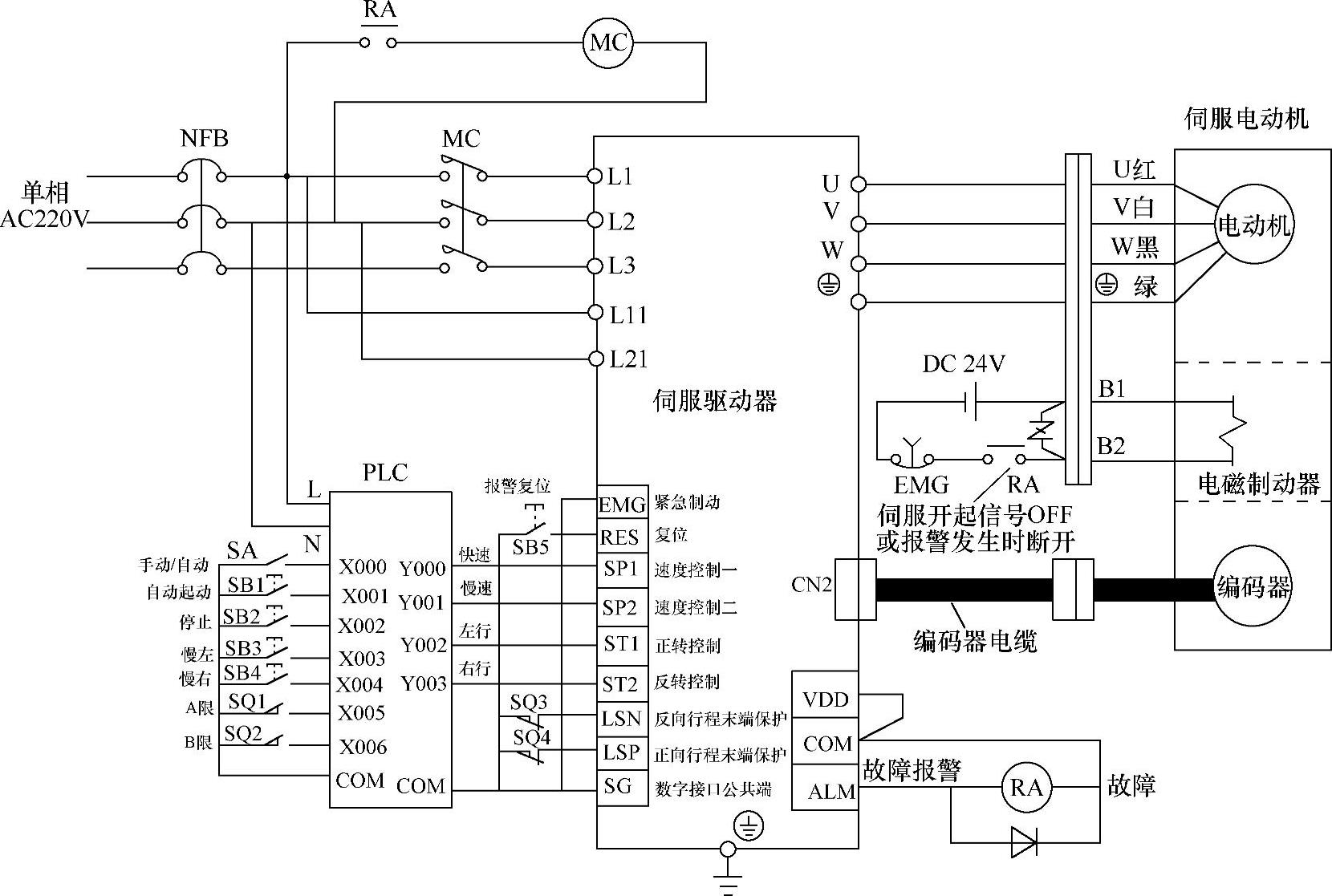
图7-17 工作台往返限位运行的伺服电动机控制电路
(2)工作台往返限位运行控制
1)自动控制过程。将手动/自动开关SA闭合,选择自动控制,按下自动起动按钮SB1,PLC中的程序运行,让Y000、Y003端输出为ON,伺服驱动器SP1、ST2端输入为ON,选择已设定好的高速驱动伺服电动机反转,伺服电动机通过丝杆带动工作台快速向右移动,当工作台碰到B位置的限位开关SQ2时,SQ2闭合,PLC的Y000、Y003端输出为OFF,电动机停转,2s后,PLC的Y000、Y002端输出为ON,伺服驱动器SP1、ST1端输入为ON,伺服电动机通过丝杆带动工作台快速向左移动,当工作台碰到A位置的限位开关SQ1时,SQ1闭合,PLC的Y000、Y002端输出为OFF,电动机停转,2s后,PLC的Y000、Y003端输出又为ON,以后重复上述过程。
在自动控制时,按下停止按钮SB2,Y000~Y003端输出均为OFF,伺服驱动器停止输出,电动机停转,工作台停止移动。
2)手动控制过程。将手动/自动开关SA断开,选择手动控制,按住慢右按钮SB4,PLC的Y001、Y003端输出为ON,伺服驱动器SP2、ST2端输入为ON,选择已设定好的低速驱动伺服电动机反转,伺服电动机通过丝杆带动工作台慢速向右移动,当工作台碰到B位置的限位开关SQ2时,SQ2闭合,PLC的Y000、Y003端输出为OFF,电动机停转;按住慢左按钮SB3,PLC的Y001、Y002端输出为ON,伺服驱动器SP2、ST1端输入为ON,伺服电动机通过丝杆带动工作台慢速向左移动,当工作台碰到A位置的限位开关SQ1时,SQ1闭合,PLC的Y000、Y002端输出为OFF,电动机停转。在手动控制时,若松开慢左、慢右按钮,则工作台马上停止移动。
3)保护控制。为了防止A、B位置限位开关SQ1、SQ2出现问题而无法使工作台停止导致发生事故,在A、B位置的外侧再安装有正、反向行程末端保护开关SQ3、SQ4,如果限位开关出现问题,则工作台继续向外侧移动,使保护开关SQ3或SQ4断开,LSN端或LSP端输入为OFF,伺服驱动器主电路会停止输出,从而使工作台停止。
在工作时,如果伺服驱动器出现故障,则故障报警ALM端输出会变为OFF,继电器RA线圈会失电,附属电路中的常开RA触头断开,接触器MC线圈失电,MC主触头断开,切断伺服驱动器的主电源。故障排除后,按下报警复位按钮SB5,RES端输入为ON,进行报警复位,ALM端输出变为ON,继电器RA线圈得电,附属电路中的常开RA触头闭合,接触器MC线圈得电,MC主触头闭合,重新接通伺服驱动器的主电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。