



【摘要】:1)在接近纯弯曲的条件下,可以根据回弹值的计算或经验数据,对弯曲模工作部分的形状作必要的修正。图3-1-10 利用弹性凹模进行弯曲4)把弯曲凸模或压料板做成局部突起的形状,或减小圆角部分的模具间隙,使凸模力集中地作用在引起回弹的弯曲变形区,改变其应力状态,如图3-1-11所示。7)采用拉弯方法,主要用于长度和曲率半径都比较大的零件。
1)在接近纯弯曲的条件下,可以根据回弹值的计算或经验数据,对弯曲模工作部分的形状作必要的修正。
2)利用弯曲毛坯不同部位回弹方向不同的规律,适当地调整各种影响因素(模具的圆角半径、间隙、开口宽度、校正力、压料力等),使相反方向的回弹互相抵消。如图3-1-9所示,利用零件底部产生的回弹来补偿两个圆角部分的回弹。
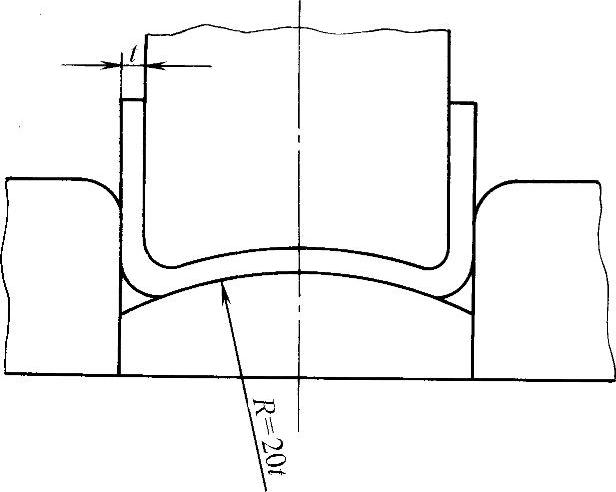
图3-1-9 弧形凸模的补偿作用
3)利用聚氨酯橡胶的软凹模代替金属的刚性凹模进行弯曲,如图3-1-10所示。
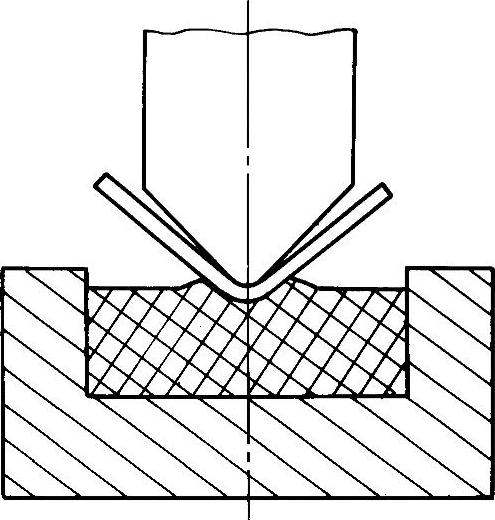
图3-1-10 利用弹性凹模进行弯曲
4)把弯曲凸模或压料板做成局部突起的形状,或减小圆角部分的模具间隙,使凸模力集中地作用在引起回弹的弯曲变形区,改变其应力状态,如图3-1-11所示。
5)采用带摆动块的凹模结构,如图3-1-12所示。
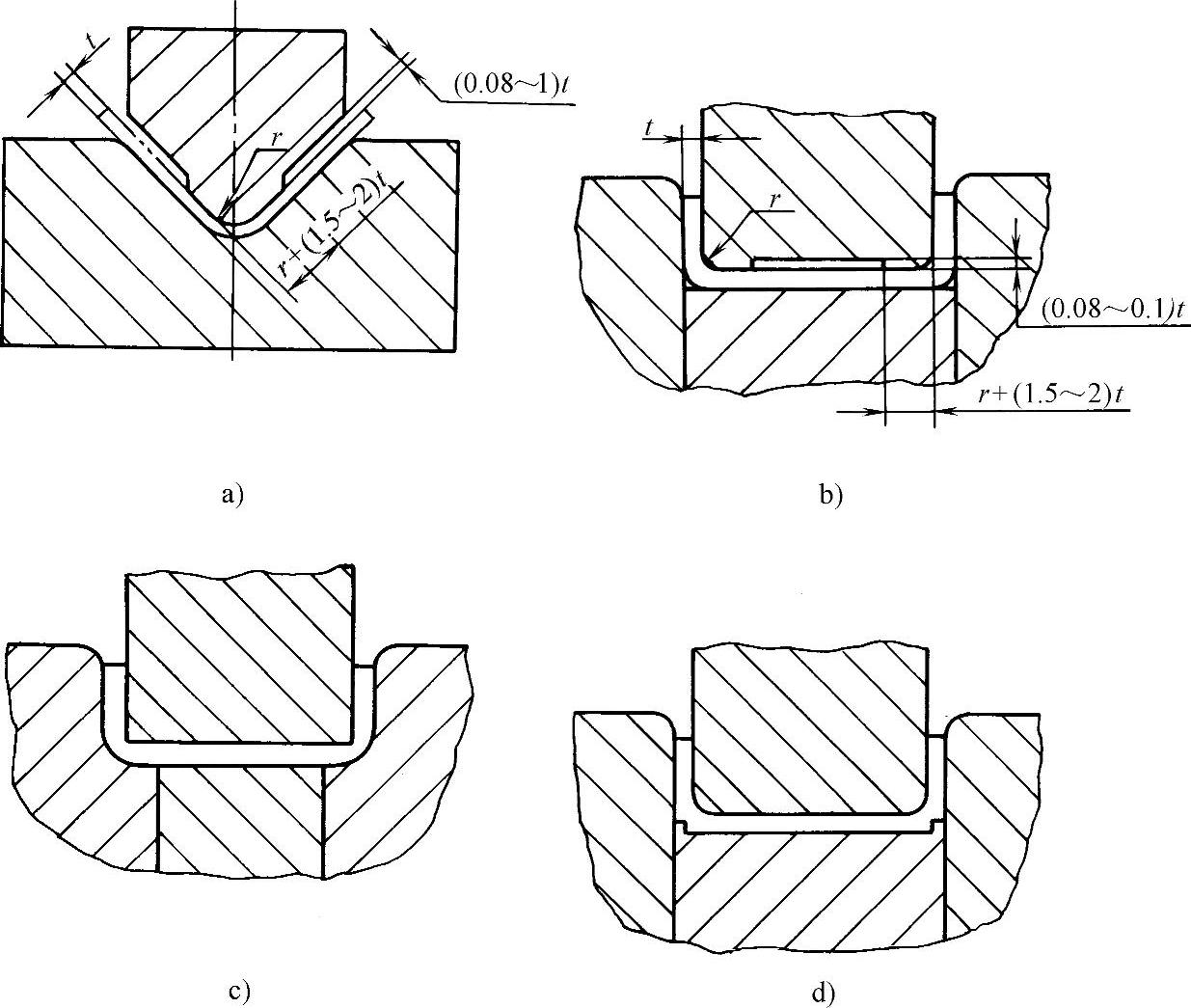
图3-1-11 改变应力状态的弯曲方法
6)采用纵向加压法,在弯曲过程完成之后,用模具的突肩在弯曲毛坯的纵向加压,使弯曲变形区内毛坯断面上的应力都成为压应力,如图3-1-13所示。
7)采用拉弯方法,主要用于长度和曲率半径都比较大的零件。
8)采用提高制件结构刚性的办法,如图3-1-14~图3-1-17所示。(https://www.xing528.com)
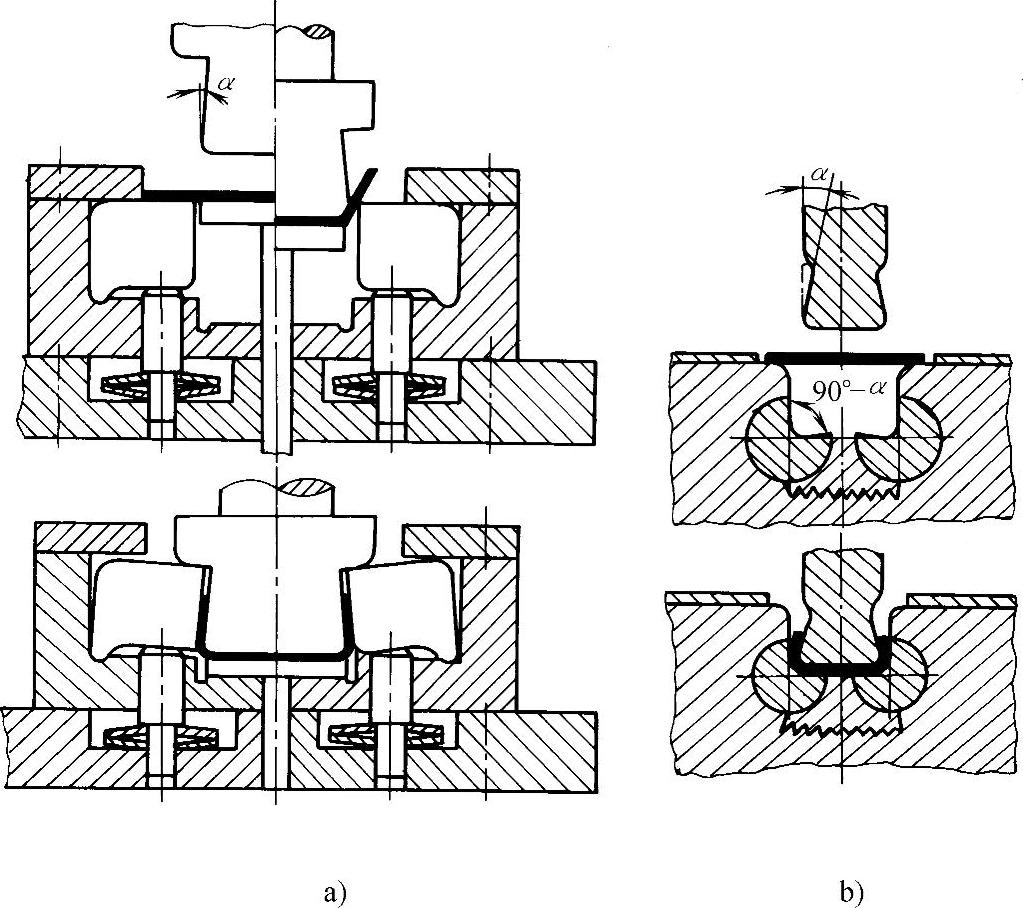
图3-1-12 带摆动块的凹模结构
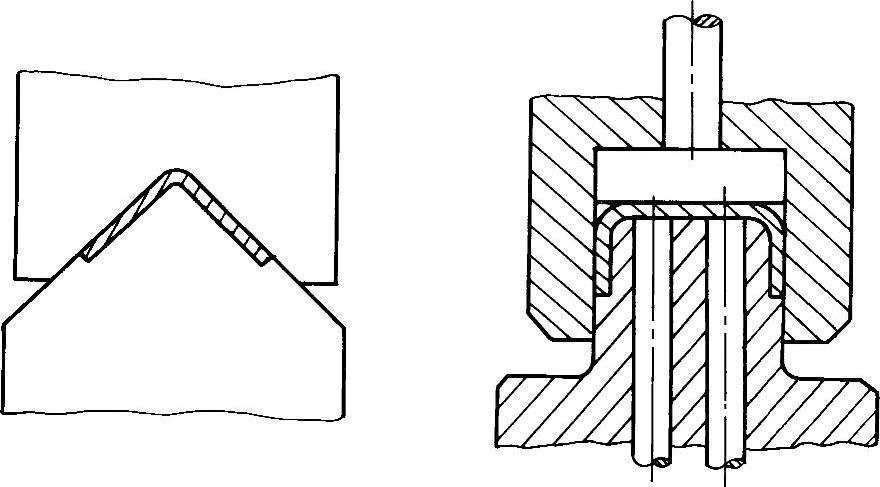
图3-1-13 纵向加压力的弯曲
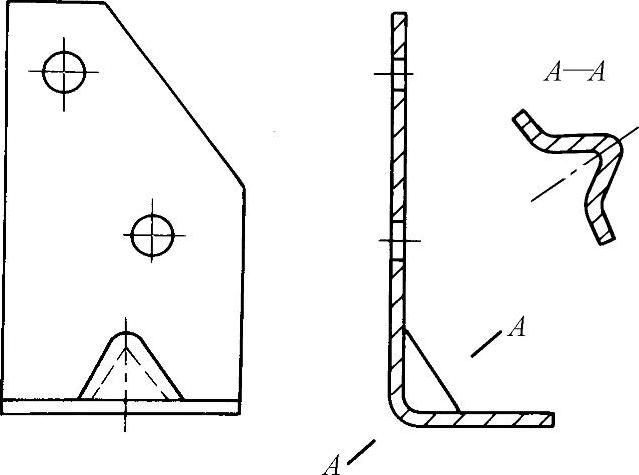
图3-1-14 局部增加三角筋
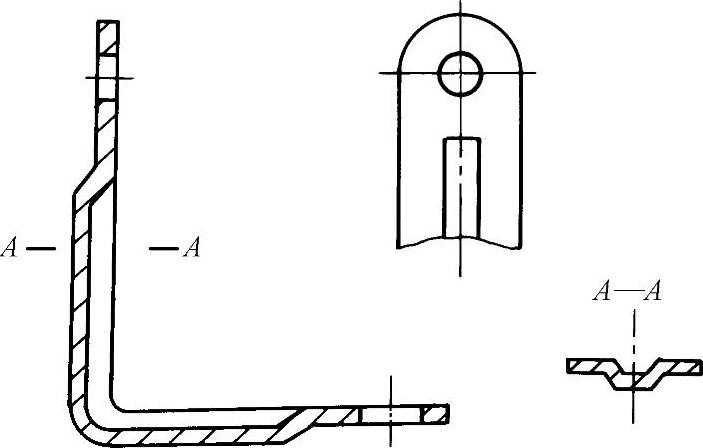
图3-1-15 增加条形筋
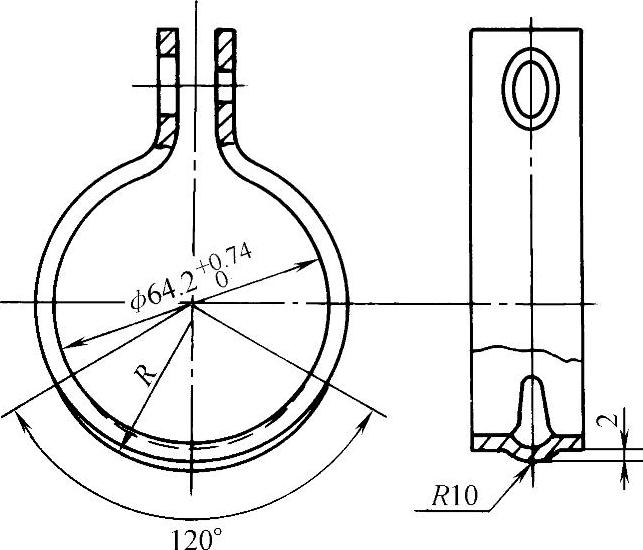
图3-1-16 在环箍上压筋
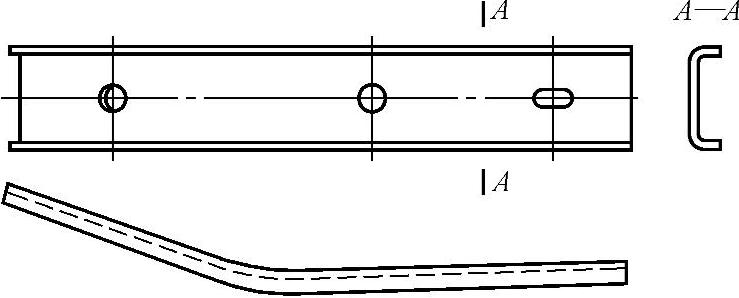
图3-1-17Π形结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。