



1.概述
引线框架是分立器件、集成电路内部芯片同外部电器设备的导线,又是支撑结构件。引线框架先进的制造技术由中、高速压力机借助多工位硬质合金级进模来冲压完成。该方法在实现冲压生产自动化,降低生产成本,提高产品质量、生产效率和经济效益诸方面显示出显著的优越性。
对引线框架材料的要求是:
1)热胀系数与芯片材料相接近。
2)导热、导电性能好。
3)强度高而引线弯曲等冲压性能好。
4)电镀性能、焊接性能好。
5)材料的内在和外观质量好,且价格便宜。
常用引线框架的材料有Fe-Ni-Co型可伐合金;Fe-Ni42型合金;Cu-KA、C1220R-2C型磷无氧铜、KFC、CCZ-F、KLF-1、CDA194等高强度铜合金材料。其中铜合金材料因具有优异的导热、导电性,可代替价格昂贵的可伐合金,作一般用途的分立器件和集成电器引线框架,应用十分广泛。冲压用材料均以卷料形式供货,材料厚度一般为0.2~0.8mm。
引线框架种类繁多,从结构形式上分成单列扁平型、双列直插型、四列弯曲型;带散热板或铆接散热板型。从引出线腿数的多少分,国内已生产8、10、12、14、16、18、24、40、42、48条腿的引线框架;国外还有64、72、86、96、108条腿的引线框架。引线框架的冲裁排样,也从单排向多排多制件发展。
引线框架冲裁中,模具内的电磁阀控制切断刀剪切已成形的制件组成条状。此外,也有冲压完毕不经切断而仍卷绕成卷,经过局部电镀后再切断成条状。这两种冲压生产方式,均由工艺的需要来确定。
冲压时合理的选择压力机冲速,对制件的质量和模具的使用寿命,均有很大影响,合适的冲速既能得到质量高,特别是冲裁毛刺小的制件,又能提高模具一次刃磨的冲压次数。
冲压速度与下列因素有关:
(1)制件材料的性能软性材料较硬性材料冲速要高。
(2)制件的形状简单形状较复杂形状冲速可高些。对于带有细狭长形的制件,冲速高后振动加大,模具工作零件如凸、凹模等易损坏,故冲速宜略低些。
(3)送料进距的大小进距愈小,冲速愈可高些。
(4)压力机行程的大小从国外进口的中、高速压力机,工作行程一般均为固定值,而且都比较小。例如FP-60SW-Ⅱ型压力机,滑块行程有10~50mm五种规格,其中10mm的一种,其滑块行程次数最高可达1100次/min,而50mm行程的滑块行程次数最高只能达到650次/min。所以滑块行程小的压力机,其行程次数要高些。
2.双列8腿IC引线框架排样图[2]
引线框架级进模的排样图,是模具结构设计构思的第一步,它能反映出制件整个冲压工艺过程。排样合理与否,既影响模具的制造和使用,又影响制件质量,一般凭设计人员的经验决定,但应尽量遵循下列原则:
1)保持模具的整体平衡,模具的压力中心尽可能接近压力机滑块中心,且冲裁面积大的部分安置在模具的中间位置,使整个模具受力均衡,有效地保护冲模的工作零件和导向零件,提高模具的使用寿命。压力机滑动部分也由于受扭曲力的影响较少,因而可以减少磨损。
2)工位(一)用于冲压导正用工艺孔,在冲压中亦可利用制件本身的小孔。工位(二)一般用导正销插入卷料进行导正,以保证卷料送进的进距精度。
3)压印、切断工位一般设置在模具的最后工位,以免影响冲压工艺的连续性与准确性。
4)相同形状的孔应尽量安置在同一工位,并以相互对称为理想,便于拼块的制造和冲压中受力均衡。
5)考虑冲压后引线的扭曲方向,尽量使引线框架的各条腿的形状一致或相近。
6)有时为了保证足够的模壁强度和装配空间,可以设置若干个空工位。
7)在保证模具拼块具有足够强度和便于加工的前提下,冲压工位数设置以少为宜,工位数愈少,相应的拼块数就少,既可简化模具制造,又可减少拼块装配的累积误差。
8)为保证制件的质量和平整度,必要时应在适当工位设置精压和整形工序。
9)排样必须与所选用的压力机规格(台面尺寸、漏料孔大小等)相适应。
双列8腿IC引线框架排样中先冲导正孔,然后检测,接着逐次冲出内、外引线,再压印、切断,共16个工位,其中包括3~4个空工位。该引线框架多工位连续模的排样图如图2-4-45所示。
3.双列8腿IC引线框架级进模结构的主要特点
双列8腿IC引线框架连续模下模装配简图如图2-4-46所示,上模装配简图如图2-4-47所示。

图2-4-45 双列8腿IC引线框架连续模排样图
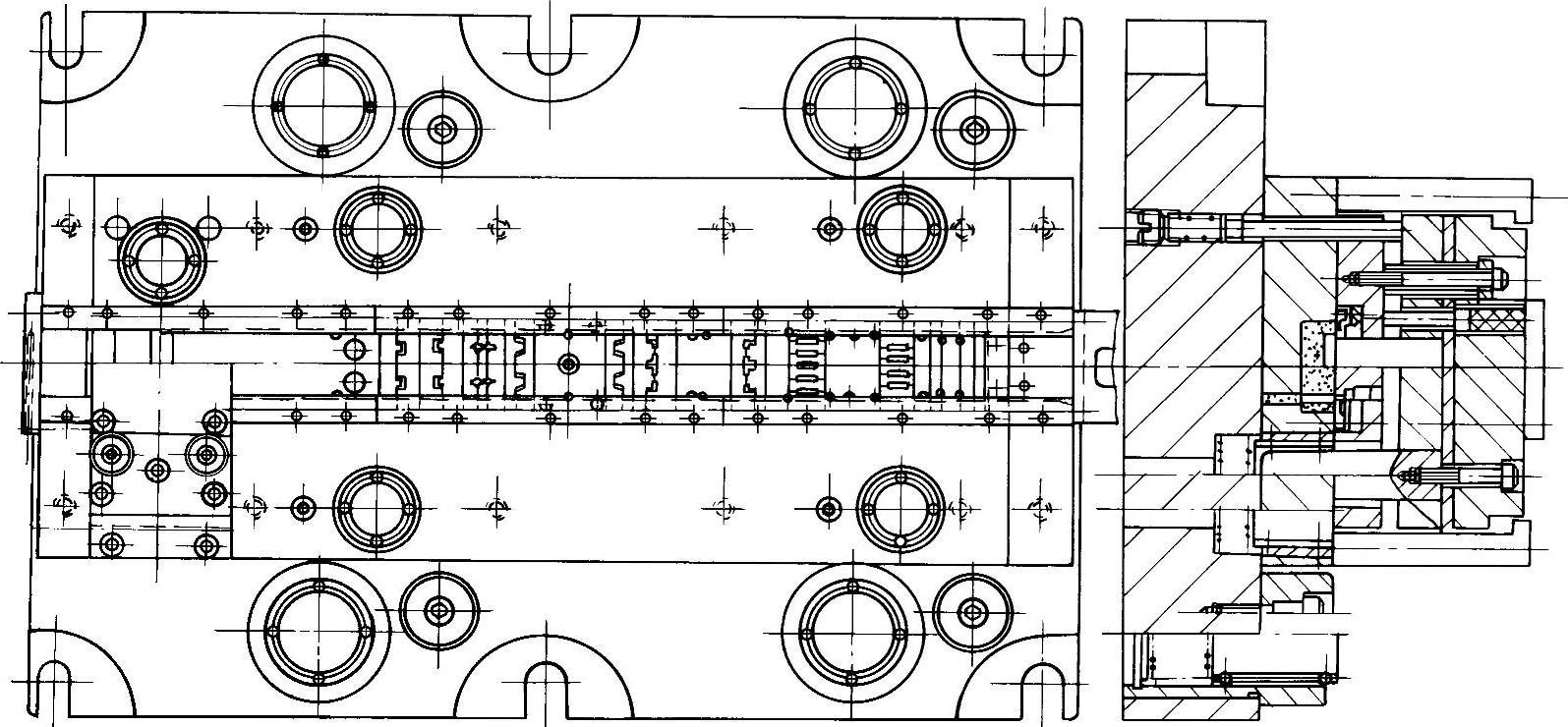
图2-4-46 双列8腿IC引线框架连续模下模装配简图
 (https://www.xing528.com)
(https://www.xing528.com)
图2-4-47 双列8腿IC引线框架连续模上模装配简图
该副模具结构的主要特点有:
1)该副模具采用联合导向形式,即在上、下模座间设置四对导柱和滚珠导套,对称分布在模具两侧,作为模架的导向。为便于修磨凹模刃口,将导柱安装在上模座内。级进模内部,在凸模座板、卸料座板、凹模座板三者之间,另设置四对小导柱、导套作模具的精密内导向。由于卸料板在整副模具中所处的地位十分重要,而冲压过程中的行程距离又很小,因此,小导柱、导套采用面接触形式的精密滑动导向,导柱、导套的间隙控制在0.005mm左右,冲压时输入润滑油,产生的油膜填充了导柱、导套的间隙,即达到所谓“无间隙滑动导向”的要求。润滑油可起润滑作用,以减少导柱、导套的磨损及避免高速冲压中导向件出现表面烧伤的现象。导柱与导套选用轴承钢制造,导套内壁开有螺旋形油槽,淬火硬度为62~65HRC。
2)凹模采用拼块型及直槽式或框套式固定法(见图2-4-24)。拼块型结构使零件的型孔加工由内形加工变为外形加工,可以使用平面磨床、光学曲线磨床磨削零件型面,制造精度高。凹模拼块用钨钴类硬质合金制造。拼块的拼接,应从可加工性、强度、制造和装配方便、准确定位和有效地锁紧等诸方面考虑。在选择拼合面位置时,需注意下列几个问题:
①拼块的数量,在情况许可下愈少愈好,且以竖分割为佳,以便于加工和装配,减少装配累积误差。对于狭长型孔,宽小于1mm,深大于2mm时,则以横分割为宜,否则磨削型孔困难。
②凹模、卸料板拼块应取同一拼合面,以利于模具制造和精度的提高。
③宜在型孔圆角半径的中心部位分割,多处圆角则宜在小的圆角处分,并尽量在带有直角的圆角处及对称中心处分割。
④细长的型孔,考虑到凸模强度,往往可以分段冲压,但必须防止出现接缝毛刺而影响制件质量。
3)卸料板拼块及其固定。卸料板拼块的材料、拼接方法与凹模拼块相同,拼块的固定也类似凹模,如图2-4-48所示,同样分成直槽式和框套式两种。不同之处是凹模拼块用导料板压紧,卸料板拼块靠压块、螺钉吊紧。
4)凸模及其固定。凸模材料同样选用钨钴类硬质合金制造,其固定方法如图2-4-23c、d所示,凸模工作部分尺寸,由光学曲线磨床磨削加工保证精度,刃口直线长度为15mm左右,凸模尾端固定部分为简单的矩形,与凸模固定拼块成0.006mm间隙配合,处于“浮动”状态,有利于凸模自然导入卸料板内,且方便了凸模的装配及维修更换。凸模固定拼块的固定方法,则与卸料板拼块的固定方法相类似。
5)卷料在模具中的导向与托料。卷料的导向和托料采用图2-4-20a和图2-4-21a所示的结构形式,这样卷料由于减少了与凹模表面的接触,使摩擦阻力变小而滑动流畅,并且又可避免冲压后制件细长腿的变形或冲裁毛刺卡进凹模工作型孔而影响材料的送进。托料销的数量以每隔30~40mm的间距设置一对为宜。

图2-4-48 卸料板拼块的固定
a)直槽式固定法 b)框套式固定法
1—卸料座板 2—压块 3—卸料板拼块 4—螺钉
6)弹压卸料板装置。引线框架连续模中,卸料板装置是重要的组成部分之一,它由卸料座板、卸料板拼块、弹性元件、卸料限位套筒、螺钉、螺塞、弹顶柱及导向件等组成。卸料板装置的制造精度、导向精度、强度等,直接影响制件的质量和模具使用寿命。高速冲压中,凸模易受冲击载荷及压力机引起的振动影响而啃伤刃口,特别是细、窄长形强度差的凸模。若遇到意外情况,例如卷料误送进造成冲残缺孔或废料上跳至凹模表面等,均使凸模受侧向力的影响,产生崩刃或断裂的现象。所以凸模的导向和保护是十分重要的。这就要求卸料装置不仅在冲压前起压紧材料,防止冲压中的位移,冲压后起卸料作用外,尚需对凸模进行精密导向和有效保护,避免受侧向力的影响。因此,弹压卸料板装置,必须制造精度高、导向精密、弹压力大而平稳、有足够的刚性和一定的硬度,在工作中无变形且长久保持稳定。图2-4-49所示是弹压卸料板装置的两种常用形式。这两种弹压卸料板装置的特点是:在模具装配过程中,凸模始终不受侧向压力的影响而处于自由状态,即先装妥限位套筒部分,然后再装弹性元件。另外,弹顶柱、弹顶螺钉、限位套筒的工作面,均可靠磨削加工保证零件高度一致,因而使装配后的卸料座板保持水平位置,以达到平稳的工作。弹性元件常采用弹力大的矩形截面强力弹簧。拧动螺塞可调节所需弹压力。为了提高冲压后引线框架的平整度,弹压力大些好。弹顶柱的设置数量应保证弹压力均匀作用到卸料板上,设置位置尽量靠近冲模中心线部分。为了有效保护凸模刃口,一般凸模工作端面缩入卸料板0.2~0.3mm。在修磨凸模刃口时,可以相应磨削弹顶板或弹顶螺钉及限位套筒的端面,使凸模的缩入量始终保持一定。
7)模具闭合高度的限位柱。在上、下模座的适当位置对称设置4对限位柱,它有两个作用:其一是在调整模具闭合高度时,有一个参考面,凸模不至于进入凹模过深。其二是在模具入库存放时,借助上、下限位柱接触支撑,从而防止弹性元件承担整个上模重量而产生疲劳失去弹性。
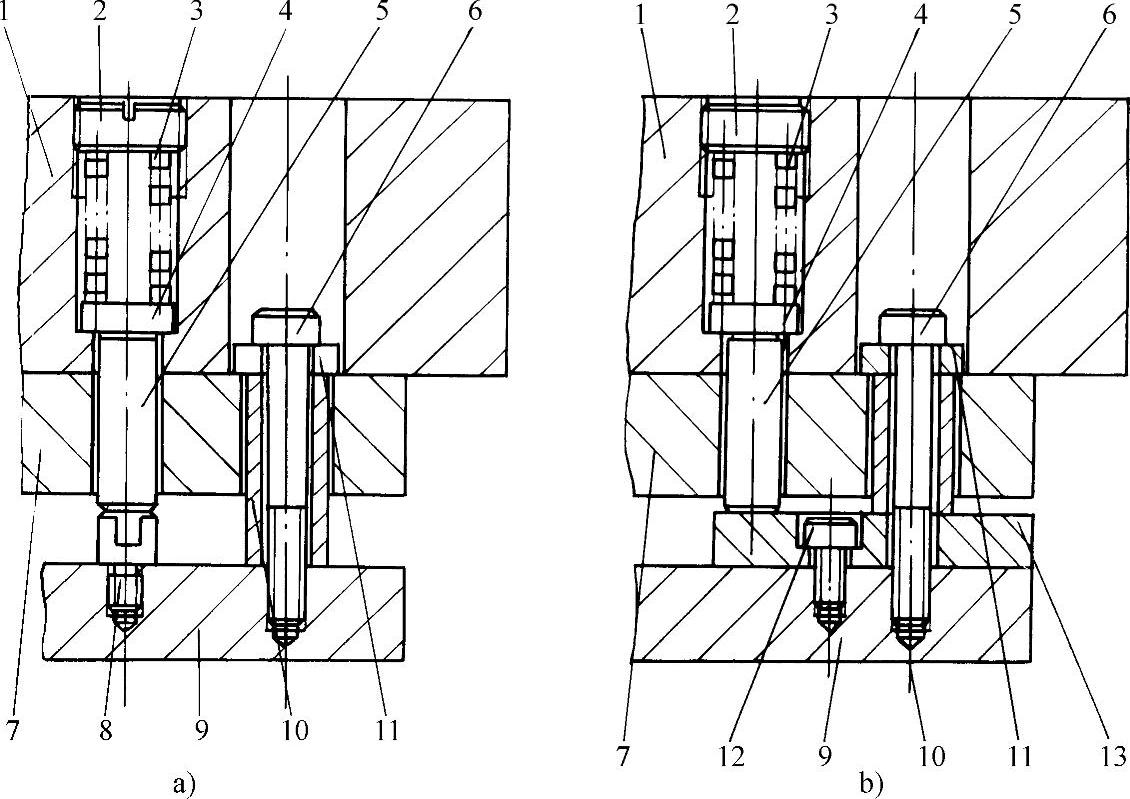
图2-4-49 弹压卸料板装置
1—上模座 2—螺塞 3—弹簧 4—垫片 5—弹顶柱 6、12—螺钉 7—凸模座板 8—弹顶螺钉 9—卸料座板 10—套筒 11—垫圈 13—弹顶板
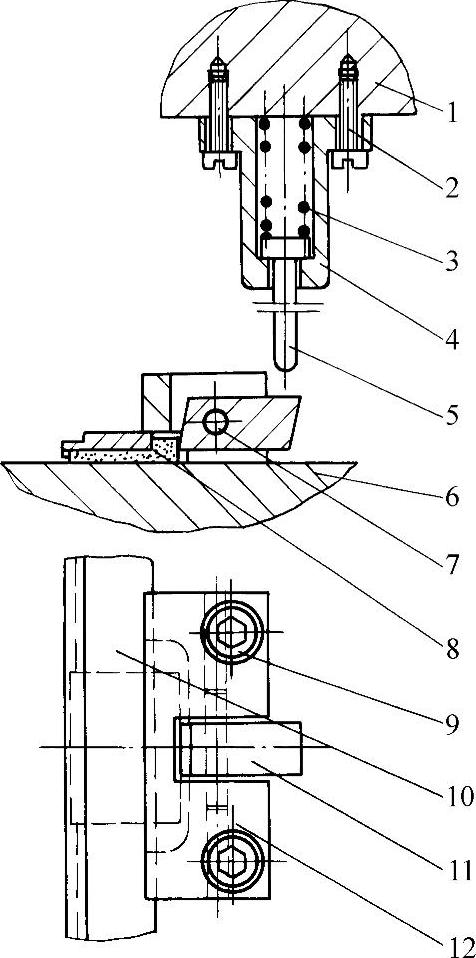
图2-4-50 活动型侧压装置
1—上模座 2、9—螺钉 3—弹簧 4—弹簧套 5—推杆 6—凹模座板 7—圆柱销 8—推块 10—导料板 11—摆块 12—推块座
8)采用活动型侧压装置。级进模导料板内的侧压装置,通常使用的是簧片压块或弹簧压块的侧压形式。由于它始终将卷料推向基准导料板,与导料面的摩擦阻力增大而阻碍了卷料的送进,对于辊轴式送料装置,尤其是薄的卷料容易卷曲而失控。图2-4-50所示的活动型侧压装置能改善以上弊病。压力机的辊轴送料装置将卷料推送时,推块8放松侧压,使卷料自由通过导料板送进一个进距,送料完毕,上模下降,推杆5碰到摆块11,使摆块绕圆柱销7的轴心摆动,促使导料板内的推块8作水平移动,从而将卷料向基准导料板10压紧,然后卸料板压紧卷料,凸模进入凹模完成冲压工作。上模回升后又放松侧压而利于卷料送进,如此往复循环。
9)送料进距精度的控制。在冲压过程中,进距精度的高低直接影响制件的尺寸精度。高速压力机一般靠自动送料装置实现送料进距的粗定位,高速精密送料装置的进距精度可达±0.05mm左右。当上模下降,送料装置释料的瞬时,则依靠导正销进行精确定位,一般可以设置多对导正销来消除卷料送进中的误差,通过导正销精定位后,进距精度可达±0.003mm。导正销常用的结构形式如图2-4-51所示。

图2-4-51 柔性导正销
1—螺塞 2—弹簧 3—上模座 4—凸模座板 5—凸模固定拼块 6—导正销 7—卸料座板 8—卸料板拼块 9—制件
图2-4-47所示连续模所采用的导正销便是图2-4-51a所示的柔性导正销,导正销6的导向直径与尾端直径,分别与卸料板拼块8、凸模固定拼块5组成H6/h5配合,导正销6尾端用螺塞1、弹簧2顶紧,弹顶力的大小由螺塞1调节。考虑到冲压后孔的弹性变形及必要的配合间隙,导正销6的导向直径d可比冲孔凸模直径小0.01mm,露出卸料板拼块的直线高度h,与制件的材料厚度有关,料厚t≤0.8mm时,h=(1.5~3)t,薄料取大值,反之取小值。导正销头部形状,可为30°锥角的锥体形,尖端以圆角光滑过渡。
由于卷料上作导正用的孔一般均较小,使硬质合金制造的导正销往往因强度差而易断裂。另外,导正销与导正孔因存在间隙,必然影响制件精度。图2-4-51b所示的导正销,加粗了直径并缩短长度,依靠头部60°锥角的锥体与导正孔口部成圆周线接触,形成所谓“无间隙”的高精度导正法,既增加了强度,又提高了导正精度;制造方便而省料,使用卷料不会在冲压结束时随上模回升而被带上。导向直径d一般比导正孔大1~1.5mm,后端的弹簧、螺塞固定在卸料座板内。制造中导正销的锥面与导向直径的同轴度误差要小,装配中尾部弹顶力要适中,不宜过大,否则冲压软性材料时,导致孔口压出印痕而影响制件质量。

图2-4-52 开路型检测装置
1—螺塞 2、7—绝缘垫片 3—上盖板 4、10—弹簧 5—绝缘套筒 6—下盖板 8—垫圈 9—绝缘圈 11—检测撞针 12—接销 13—检测销
10)误送进检测。图2-4-47所示连续模采用一种开路型检测装置(见图2-4-52),其结构较复杂,但检测效果较撞销型(见图2-4-34)更可靠。上盖板3和垫圈8各焊上一根塑胶铜导线,一起穿过上模座的横孔而接入检测开关,形成一个通电回路。绝缘材料制造的绝缘垫片、绝缘套筒及绝缘圈将盖和垫圈等金属导电零件与上模座隔离。当卷料在冲压中发生误进给时,检测销13上抬,通过检测撞针11使下盖板6上升而与垫圈脱离接触,通电回路断开,压力机立即停车。上模回升故障排除,检测销靠弹簧复位,使下盖板和垫圈恢复接触而形成通电回路,压力机继续工作。工作前,必须进行检查,正常后才能进行冲压,确保安全生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。