



1.概述
铁心是机电产品重要部件之一,一般由0.35mm、0.50mm的硅钢片制成。在电机、电器生产的全部环节中,最关键的是铁心片冲模,以往普遍采用复合模,冲一次完成一片,还有用3副冲模分别完成落料及冲定、转子槽。上述两种定、转子片生产工艺效率低,一致性差。还要用冲片理片、铆压、焊接或螺钉紧固等工艺将其叠铆成铁心,工序多、精度差,质量不易保证。
定、转子铁心自动叠装技术的设想,先由美国提出。接着,在20世纪70年代初,由日本研制成功定、转子铁心自动叠装硬质合金级进模,从而使铁心制造技术取得了突破性进展,给高精度铁心的自动化生产开辟了新路[2]。通过对引进技术的消化、吸收,目前国内已有一些厂家在高速冲制铁心冲片及自动叠装技术的国产化方面,取得了可喜的成果。下面介绍的风扇定、转子铁心自动叠装硬质合金多工位级进模便是其中成功实例之一[8]。
2.铁心自动叠装技术
(1)叠装技术原理带材在冲压分离时,分别形成工件和废料孔,如将工件视作被包容件,将废料孔视作包容件,在冲裁间隙和材料弹性变形适当条件下,如将同一基本尺寸的被包容件嵌入包容件,必然会自然形成过盈连接而达到两者紧固的目的。因此,根据上述带材冲压工艺的特定因素,只需在铁心的定、转子冲片的适当部位冲出一定尺寸和几何形状且与本体不分离的叠压点(即产生包容面和被包容面),在叠压点的凸、凹过盈配合和叠装凸模顶杆的作用下,就能把铁心冲片连接成所需高度的铁心,这便是自动叠铆的基本原理。
(2)转子铁心自动扭角采用电子控制和机械传动相结合的驱动方式,也利用扭角(即转子斜槽所要求的螺旋角)在叠层上均布和叠装点斜面相对滑移原理来完成。在冲压过程中,转子铁心落料的活动凹模,在电子控制的脉冲信号下,通过步进电动机带动蜗轮副促使落料凹模绕轴线转一定角度,使冲片在落料的同时,也旋转一定角度,达到上述叠装点斜面相对滑移,并在落料凸模叠装顶杆的作用下,形成转子铁心的叠装扭角或斜槽工序。
(3)铁心叠装模形式采用全密叠装形式,铁心在一副模具内连续一次完成叠装结合力要求,也称模内密叠式。
(4)定转子铁心自动叠装模在级进模上,除冲轴孔,转子、定子槽孔外,增设转子、定子叠压的冲压工位,并将原转子、定子的落料工位改变成带叠片分台(或称分组)功能的叠装工位。在转子铁心斜槽工位还设置自动扭转机构。因此,该模在高速压力机上使用具有自动冲压、自动叠装、扭角、分台、保护等功能。从卷料至铁心自动叠装成形在一副模具内分9个工位连续一次完成。
(5)叠压点的几何形状 一般采用图2-4-35所示的几何形状。按冲片平面形状分圆形、长方形、长圆形、长圆弧形等。按断面形状分为V形、圆V形、阶梯形、圆弧形等。在不同的冲片上可选用不同形状的叠压点。
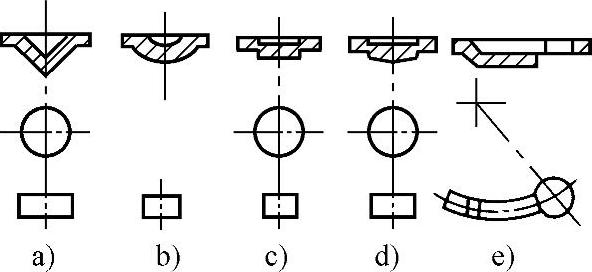
图2-4-35 叠压点形状
1)全密叠定子铁心采用圆V形叠压点形状,如图2-4-36所示。在冲片上冲切两段圆弧形切口,并同时冲压成V形凸台。
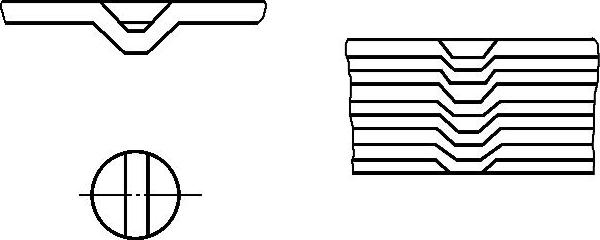
图2-4-36 定子叠压点
2)全密叠转子铁心采用圆弧形叠压点形状,如图2-4-37所示。在冲片上先冲一个小圆孔,在另一工位上冲切两条弧形切口,同时冲压成长圆弧形凸台。
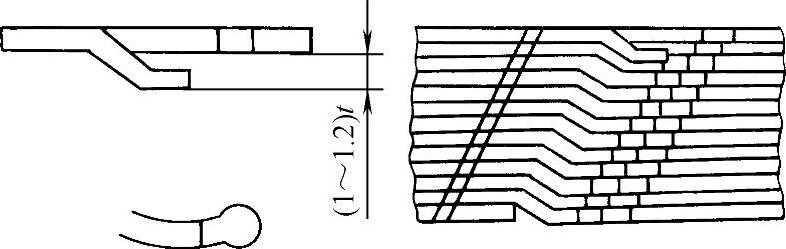
图2-4-37 转子叠压点
风扇的转子冲片如图2-4-38所示,定子冲片如图2-4-39所示,均为厚0.5mm的硅钢片,叠压后铁心高度均为25mm。
3.铁心冲压工艺过程及模具结构特点
根据产品的要求,料宽为83mm,进距为80.5mm,冲压工艺过程及排样如图2-4-40所示。上、下模组装图如图2-4-41及图2-4-42所示。
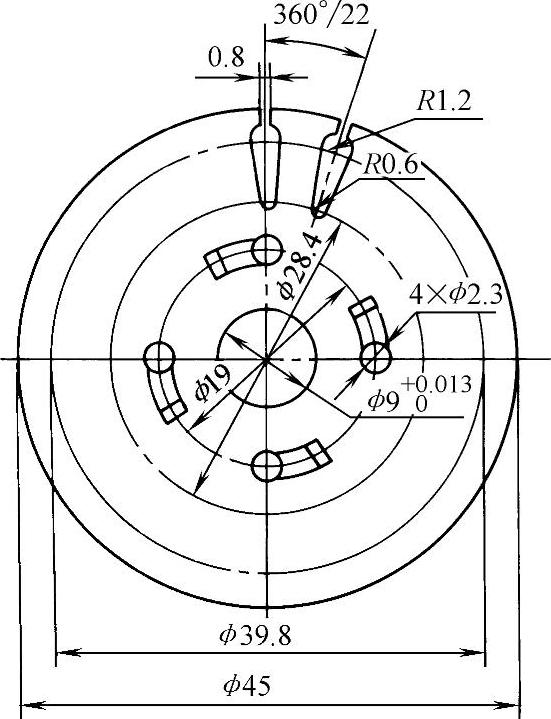
图2-4-38 转子冲片
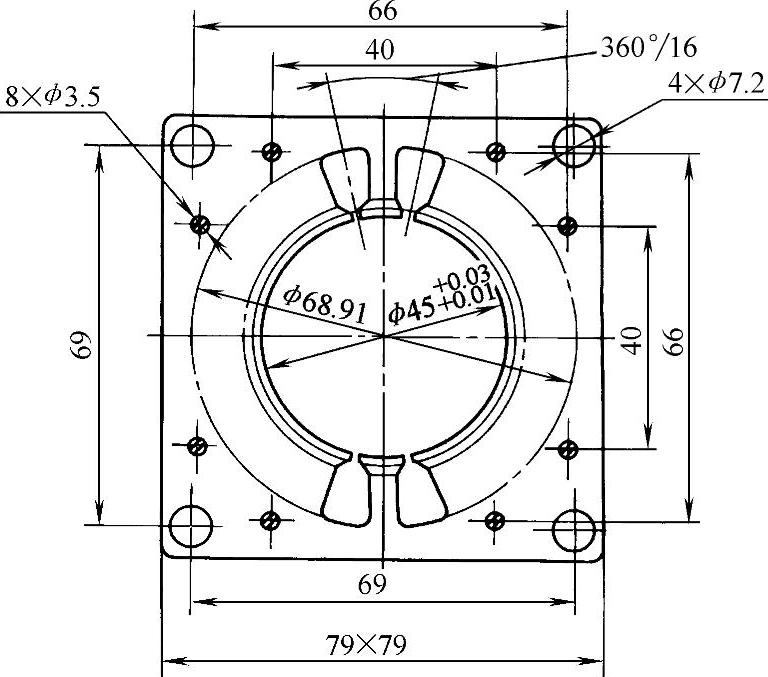
图2-4-39 定子冲片

图2-4-40 工位布置及排样图
图2-4-41 上模组装图
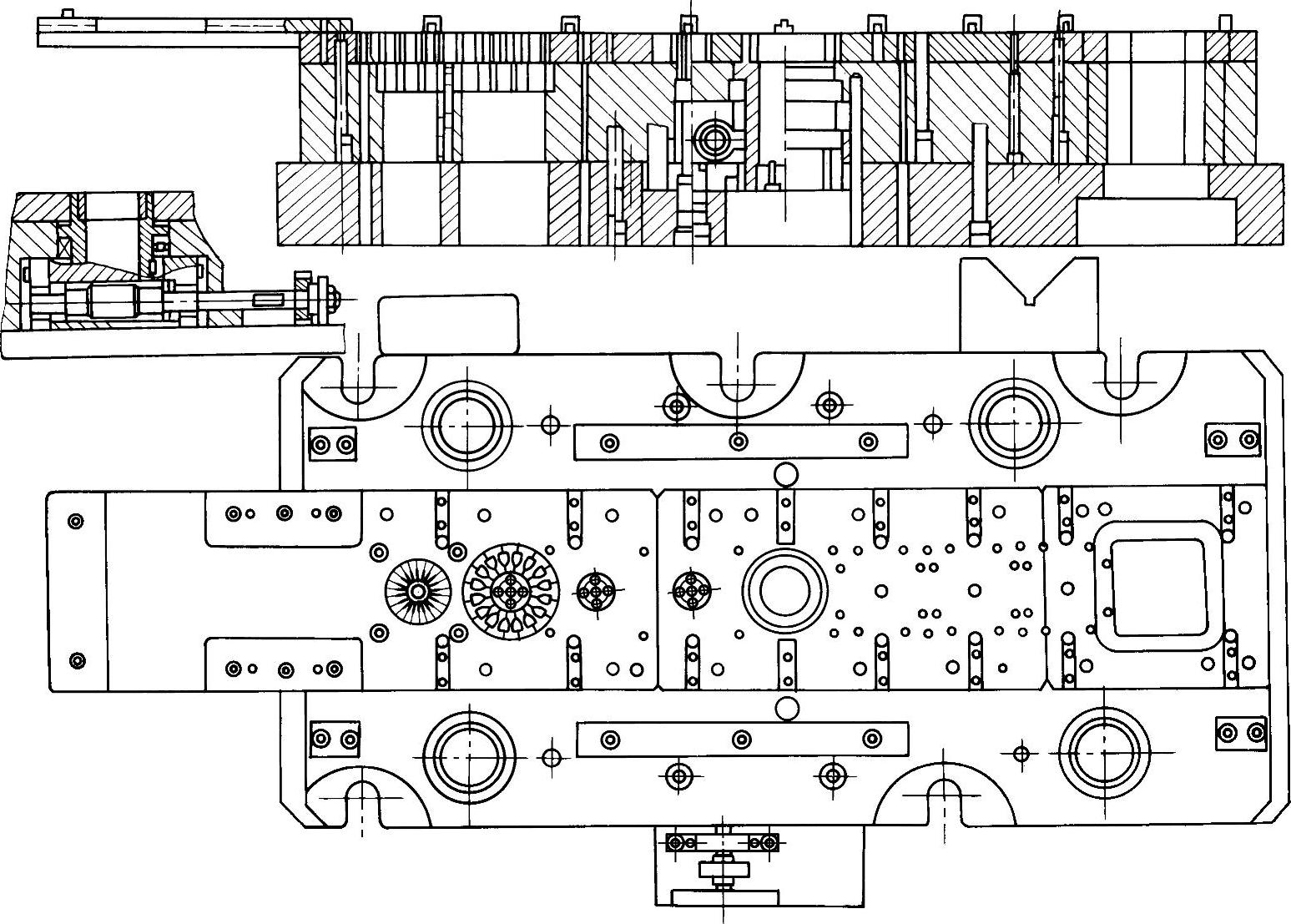
图2-4-42 下模组装图
从排样图可清晰看出9个工位的功能:
第1工位:冲导正孔、转子槽孔;
第2工位:冲定子槽孔、转子工艺孔;(https://www.xing528.com)
第3工位:冲转子切口分离孔;
第4工位:转子切口成形;
第5工位:转子片落料、叠压斜槽;
第6工位:冲定子切口分离孔;
第7工位:定子切口成形;
第8工位:空位;
第9工位:定子片落料及叠压。
模具各部分特点及技术要点:
(1)模架的导向装置 采用4对ϕ50mm的导柱、滚珠导套,并和卸料板一同起导向作用。导柱、滚珠和导套的配合,取过盈量为0.016~0.018mm。导正销与卸料板、导正板上的导正孔径配合间隙,应控制在0.003~0.005mm内,保证进距精度和使用性能。
(2)冲槽凸模的固定结构 采用浮动式,与固定板呈小间隙配合,并用环形板锁紧定位,与凹模的间隙由导向板控制。
(3)冲槽凹模结构 采用硬质合金分块式镶拼结构,各拼块尺寸精度在±0.002mm以内,以保证镶块备件的互换性。
(4)凸、凹模材料 均采用国产YG20C硬质合金,其特性适宜于高速冲裁硅钢片。冲槽凹模有效刃口高度为8mm,刃口斜度选用6′,凸凹模起始双面间隙取冲材厚度的8%。每次刃磨量平均为0.08mm,刃磨寿命100万次以上,总寿命可达8000万次以上。
(5)进距精度 采用14只导正销精确定位,进距精度可达±0.003mm。
(6)铁心的叠装形式 采用全密叠,使铁心叠装后的结合力达到80~120N。
(7)铁心叠装的分台 采用活动式抽板机构,在电器控制柜的脉冲指令下,使每台铁心高度达到设计要求25mm。
(8)转子铁心的斜槽扭转机构 采用电器控制和机械传动相结合的结构形式。在冲压过程中,活动的转子凹模在脉冲信号作用下,通过步进电动机带动蜗轮副,促使凹模绕轴心线旋转一定角度,使冲片在落料的同时旋转一个角度,形成转子铁心的斜槽扭转工序。图2-4-43所示为转子铁心叠装扭角的传动原理图。图2-4-44所示为转子铁心叠装扭角凹模的旋转机构简图。
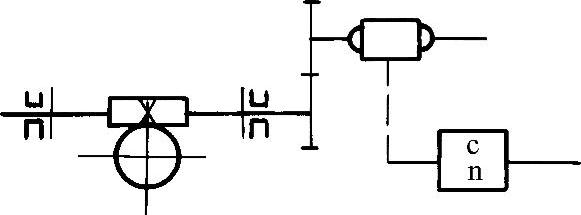
图2-4-43 传动原理图
(9)上、下模座及主要零件选材及制造技术要求上、下模座采用45钢,要求淬火,精磨组装后模架的平行度和垂直度要求均在0.01mm内。导柱、导套材料采用GCr15钢,淬火硬度为62~66HRC,精磨或研磨后,表面粗糙度Ra≤0.1μm,圆度和同轴度均在0.002mm内。滚珠通过检测筛选,直径的一致性和圆度要求达到0.002mm以内。卸料板采用40Cr钢。导向板及固定板采用CrWMn钢。收紧圈采用GCr15钢。
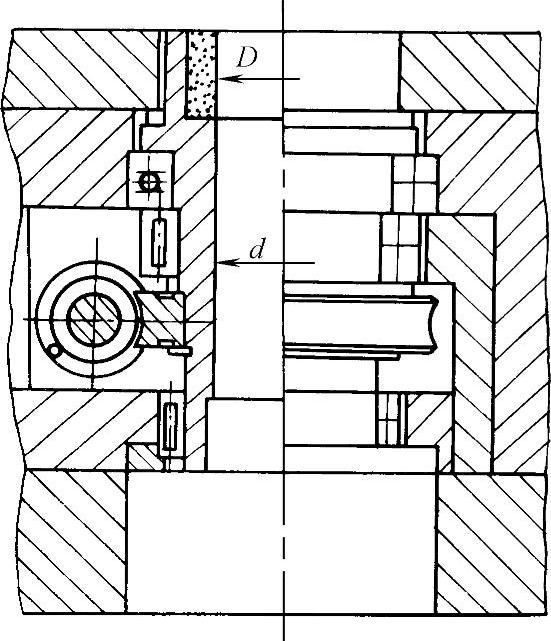
图2-4-44 凹模旋转机构简图
(10)铁心叠装结合面最佳过盈量 全密叠形式铁心叠装结合是在模内进行的,为此,上、下冲片的凸台和凹孔间过盈配合的确定、叠压力的调整等,是决定铁心自动叠装能否达到预定结合力的关键。经多次实践,过盈量在0.005mm内最佳。
(11)收紧圈尺寸要求 收紧圈是铁心自动叠装模的关键零件之一,其内成形尺寸加工成与落料叠压凹模一致为最佳,这样产生较适中的背压力,以达到铁心结合力和各项技术要求。
(12)卷料侧面导向结构 采用浮动圆柱导销,便于进行模内清理。
(13)弹簧的选用 弹压卸料板装置宜采用标准的矩形截面圆柱螺旋弹簧,确保高速冲压时弹簧的使用寿命和稳定性。
(14)防止废料回升 在定子槽形凸模上设置中心顶料杆,有效预防槽形废料上浮。
(15)安全检测装置 模具的检测工位上,设置误送进检测销,当高速压力机冲压时,若出现异常现象,压力机应立即停车,避免损坏模具和设备。
4.定转子铁心自动叠装模的经济效益
1)模具的性能、使用寿命、制造周期与国际同类模具的技术水平基本相同,达到模具国产化,替代进口。
2)引进同类模具每副价格20万美元,国产模具每副价格是进口模具的三分之一,可为国家节省大量外汇。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。