



【摘要】:高速冲裁时,在多工位级进模上根据需要装设监视和检测装置,用于保护模具和控制冲压件质量。板料冲压自动作业的各种监视与检测装置示意图如图2-4-33所示[6]。自动监测装置主要包括以下几方面。因为是高速、自动冲压,操作工人不易发现故障。这种误送进检测装置的成套零件在国外已标准化、商品化。
高速冲裁时,在多工位级进模上根据需要装设监视和检测装置,用于保护模具和控制冲压件质量。板料冲压自动作业的各种监视与检测装置示意图如图2-4-33所示[6]。自动监测装置主要包括以下几方面。
1)误送进,导正销不能进入导正孔或叠片。
2)材料厚度或宽度超差,带料纵向弯曲(起拱),带料横向弯曲(蛇形)以及带料末端(料已用完)。
3)凸模损坏或出现废品。
4)工件正常排出、计数和料斗满载等。
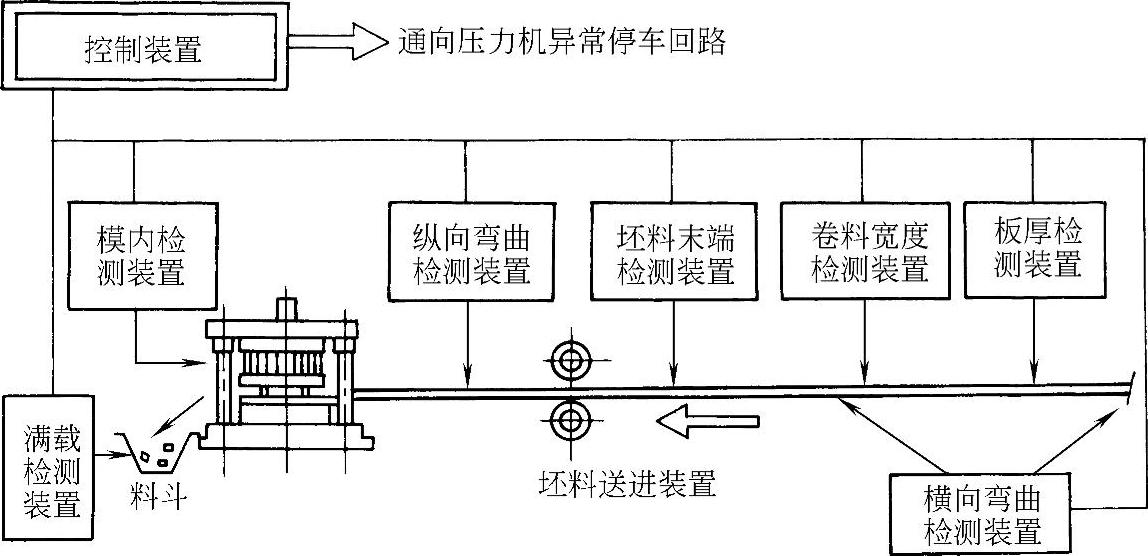
图2-4-33 板料冲压自动作业的各种监视与检测装置示意图[6](https://www.xing528.com)
按动作原理监视和检测装置有机电式、光电式和射线式等,详见参考文献6。本书第十篇第1章第四节也有介绍。
高精度长寿命多工位级进模中,误送进检测销(MF)是最常用的安全保护装置,如图2-4-34所示。浮动检测销2的端头伸出卸料板下平面约2mm,在正常运转时,检测销2的端头能顺利通过带料的导正孔。如果带料发生误送等异常现象,检测销2的端头无法通过导正孔而接触带料并迫使检测销2向上浮动,这时压迫导通杆5往右移动,使固定在固定板外侧的微动开关9发出信号,使压力机紧急停车。固定在上模中的凸模尚未进入凹模而防止了误冲,保护了模具,同时也防止产生大量的废品。因为是高速、自动冲压,操作工人不易发现故障。这种误送进检测装置的成套零件在国外已标准化、商品化。
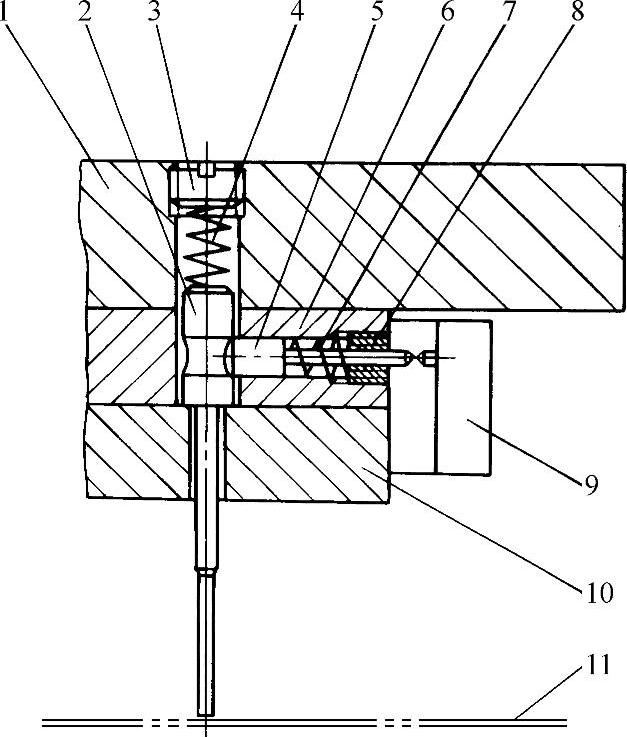
图2-4-34 误送进检测装置
1—上模座 2—浮动检测销 3—螺塞 4、7—弹簧 5—导通杆 6—垫板 8—带孔螺塞 9—微动开关 10—凸模固定板 11—送进中的带料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。