



【摘要】:在高速冲压连续工作时,工件及废料容易从凹模口上升,或吸附在凸模刃口端面上,干扰正常工作,严重时还会因叠片冲压损伤模具和压力机,造成不应有的损失。1)在凸模内装设弹性顶料销,d=1~3mm,冲件外形尺寸大和厚料取大值,反之取小值。h=(3~5)t,顶料销头部制成球形。8)在大型凸模偏离中心处装弹性顶料销,顶料销伸出高度及直径的取值可参照图2-4-30a中有关参数。图2-4-30 防止废料回升的措施
在高速冲压连续工作时,工件及废料容易从凹模口上升,或吸附在凸模刃口端面上,干扰正常工作,严重时还会因叠片冲压损伤模具和压力机,造成不应有的损失。故应采取预防措施,常用的方法如图2-4-30所示。
1)在凸模内装设弹性顶料销(见图2-4-30a),ϕd=1~3mm,冲件外形尺寸大和厚料取大值,反之取小值。h=(3~5)t,顶料销头部制成球形。
2)在凸模中心钻ϕ0.3~ϕ0.8mm的气孔,利用压缩空气使工件或废料同凸模分离(见图2-4-30b)。
3)在凸模端面做成45°~50°的尖端,h为凸模直径ϕd的1/2(见图2-4-30c)。它的特点是工作时首先定位,然后冲裁,这样就破坏了凸模与工件或废料间的真空吸附。
4)凸模端面制成圆弧,h为材料厚度的1/3~1/2,b取料厚的1.5~2倍(见图2-4-30d)。
5)凸模端面制成锥度,锥角为140°左右,h为料厚的1/3~1/4(见图2-4-30e)。
6)当凸模直径大于20mm时,在凸模端面制成凹坑并钻通气孔(通大气),h为料厚的1/4,b为料厚的2.5~3倍(见图2-4-30f)。(https://www.xing528.com)
7)大型凸模端面制成凹坑,坑内装弹簧片,利用弹簧片的作用力防止废料回升(见图2-4-30g)。
8)在大型凸模偏离中心处装弹性顶料销,顶料销伸出高度及直径的取值可参照图2-4-30a中有关参数(见图2-4-30h)。
9)在凹模垫板侧面开进气口,接通压缩空气,使凹模漏料口产生负压作用,吸走工件或废料(见图2-4-30i)。
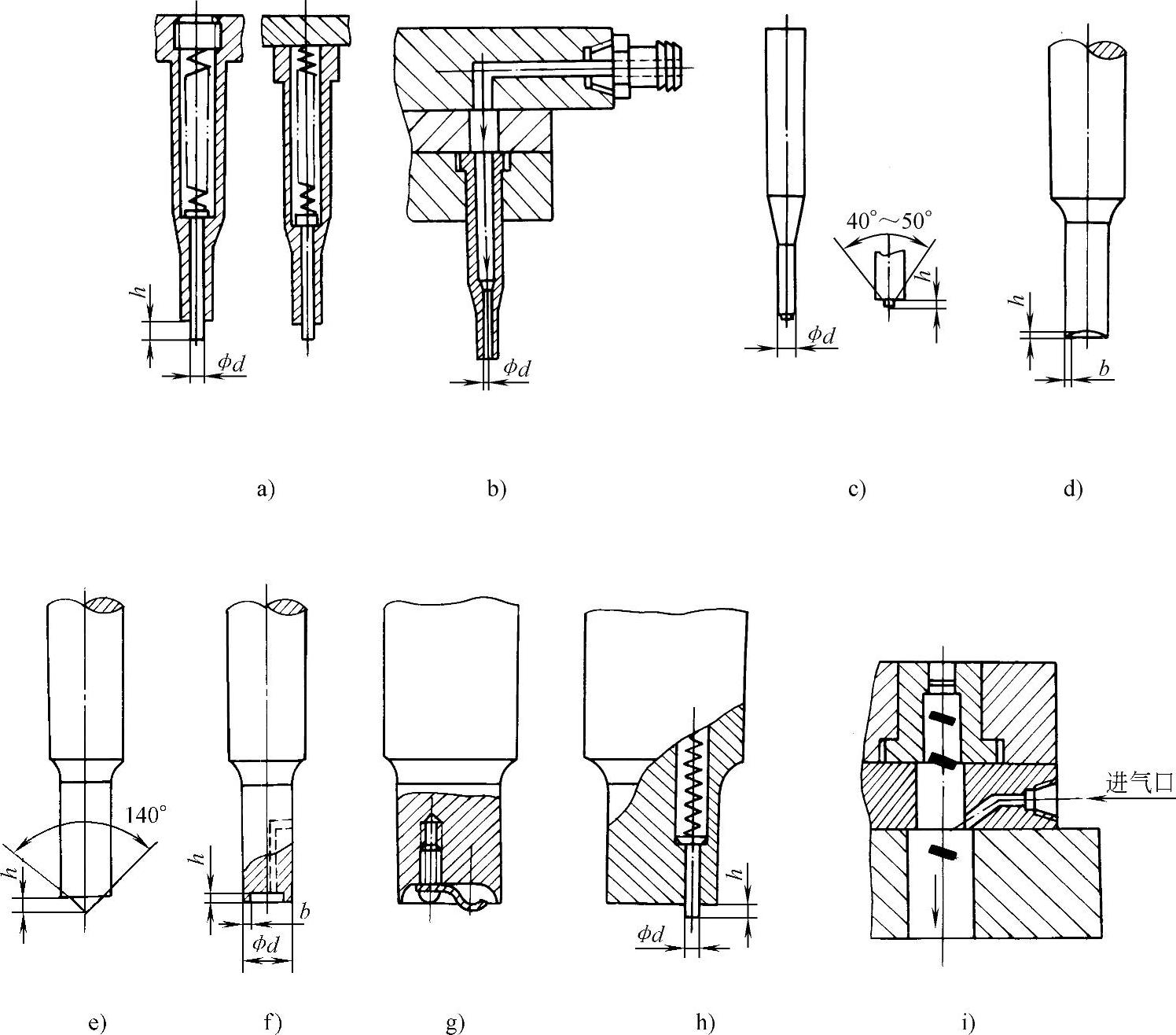
图2-4-30 防止废料回升的措施
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。