



【摘要】:在第一工位先冲出导正孔,在第二工位设置导正销,并在以后的工位中,根据工位数优先在容易窜动的部位设置合适数量的导正销。导正销的截面大部分设计成圆形,如图2-4-29所示。导正孔直径、导正销直径与材料厚度的关系见表2-4-4。导正销直径d与导正孔的尺寸关系按冲压件精度、材料厚度及工位数量合理选取,当冲压件精度要求不高、材料较厚、工位少时,两者直径差取大值,反之取小值。
多工位级进模在冲压过程中,为了消除送料累积误差和高速冲压产生的振动及冲压成形时造成带料的窜动,通常由自动送料装置作送料的粗定位,导正销作精确、可靠的精定位。在第一工位先冲出导正孔,在第二工位设置导正销,并在以后的工位中,根据工位数优先在容易窜动的部位设置合适数量的导正销。导正孔位置,尽可能设在废料上,也可以借用冲压件上的孔作导正孔,这样不致因定位而额外增加料宽,从而节约原材料。当利用冲压件本身的孔作导正时,应先冲出较小孔径以供导正销导入,再在最后一道工位前将孔修大到冲压件实际要求的孔径。
导正销的截面大部分设计成圆形,如图2-4-29所示。为了使导正销能顺利地导入带料上导正孔,导正销头部要从小圆弧逐步过渡到工作直径(见图2-4-29a),或是呈α=30°~45°锥形过渡到工作直径(见图2-4-29b)。导正孔直径、导正销直径与材料厚度的关系见表2-4-4。
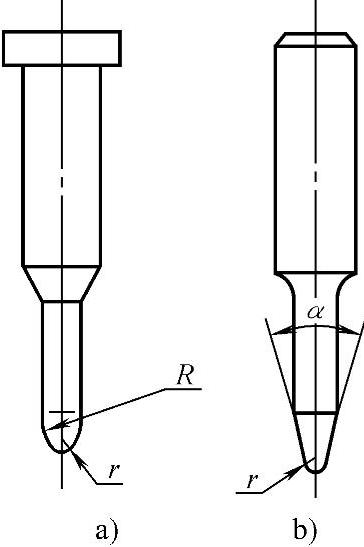
图2-4-29 导正销常见的结构形式(https://www.xing528.com)
表2-4-4导正孔直径D、导正销直径d与材料厚度t的关系表 (单位:mm)
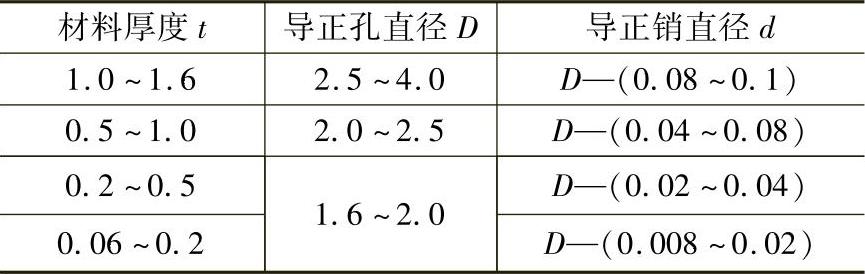
如果材料足够,导正孔直径D宜取大值,因直径过细,冲孔凸模易损坏。导正销直径d与导正孔的尺寸关系按冲压件精度、材料厚度及工位数量合理选取,当冲压件精度要求不高、材料较厚、工位少时,两者直径差取大值,反之取小值。导正销的工作直径应露出卸料板(0.8~1.5)t,导正销工作直径与卸料板的配合间隙为0.005~0.01mm。凹模上导正销的让位孔一般都做成通孔,以排除可能产生的废料,凹模让位孔与导正销的双面间隙取(0.12~0.2)t。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。