



常规冲压时,带料是在接触凹模表面时送进的,这样由于板料表面与凹模之间产生粘吸和冲裁时所产生的毛刺,使带料在送进过程中受到摩擦阻力,影响送料精度;另外对冲压件含有冲裁、成形、弯曲等工序的多工位级进模,带料送进必须浮离凹模平面一定高度。因此,在高速运行下的多工位级进模应使用带料悬浮的导料升降装置。
图2-4-20所示为带料浮顶机构的几种形式,图a是普通柱式浮钉;图b是空心浮钉,浮钉设在导正孔位置,与导正销相配合(H7/h6),对导正销起保护作用,对带料起导正作用,且浮钉具有弹性,使带料导正孔不易变形,导正平稳,适用于薄料;图c用于带料刚性较差,又没有成形的部位,可以设计稍大的顶料块,由一平面托起带料,增大托起面积,提高带料刚性。
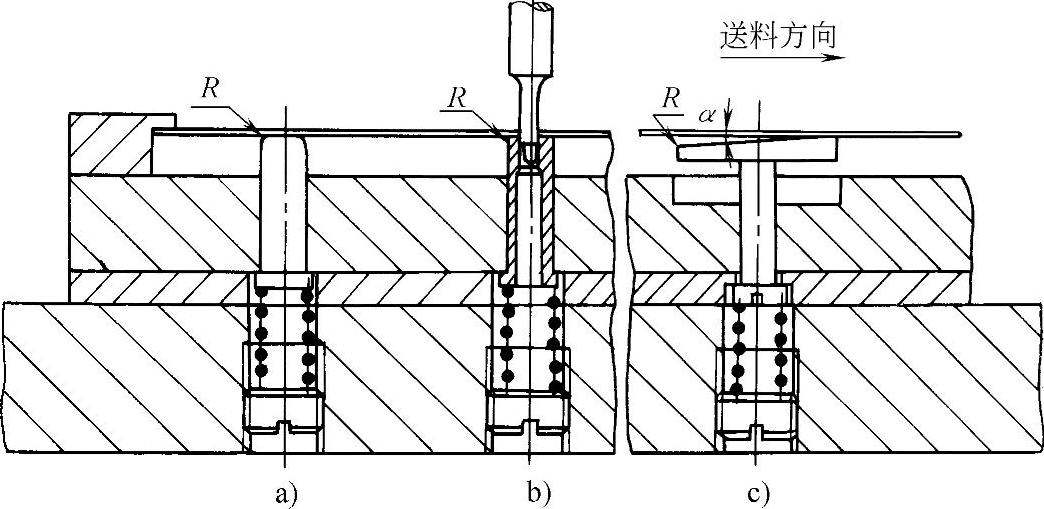
图2-4-20 带料浮顶机构的几种形式
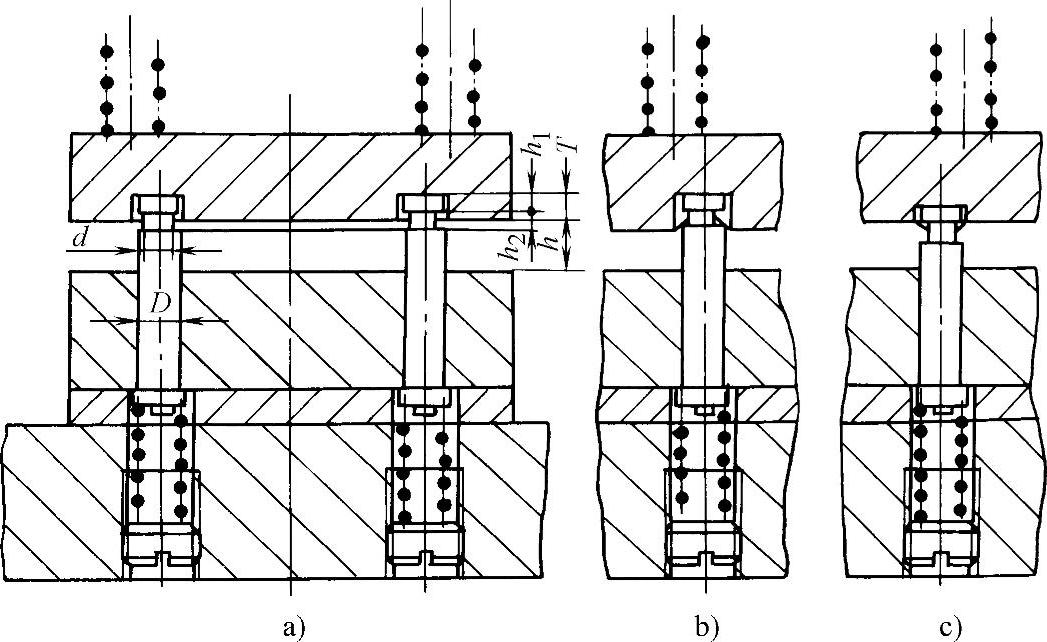
图2-4-21 带导向槽的浮动导料销及常见故障
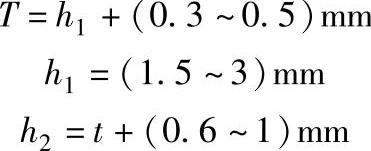
多工位级进模中常用的浮动导料装置是带导向槽的浮动导料销(见图2-4-21a),带料可以通过导向槽向前送进,且使带料呈悬浮状态。卸料板与浮钉相应的让位凹坑深度T须保证带料在送进过程中不发生任何变形,图2-4-21b中T太深,带料被压入凹坑,图2-4-21c中T太浅,带料被硬性拉入导向槽内,图2-4-21b、c所示都使带料产生变形。因此在结构设计时,必须注意各尺寸的协调,尺寸可按下列各式计算[3]
h=冲件最大高度+(1.3~3.5)mm(D-d)/2=(3~5)t(https://www.xing528.com)
式中T——卸料板凹坑深度(mm);
h1——导料销头高度(mm);
h2——导料销导料槽的宽度(mm);
h——导料销浮动高度(mm);
t——带料厚度(mm);
d——导料槽处导料销直径(mm);
D——导料销直径(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。