



小型气动送料装置是夹钳式送料装置的一种,它以压缩空气为驱动动力,压力机滑块下降时,由在滑块上固定的撞块撞击送料装置的导向阀,气动送料装置的主气缸推动固定夹紧机构的气缸和送料夹紧机构的气缸,使它们完成送料和定位的工作。气动送料装置灵巧轻便,通用性很强。因其送料长度和材料厚度均可调整,所以不但适用于大量生产的冲压件,也适用于多品种、小批量的冲压生产。
AF型系列小型气动送料装置的外形图如图2-4-14所示。
小型气动装置有推式和拉式两种。推式气动送料装置安装于模具最初工位的前面,拉式气动送料安置是装于模具最后工位的后面。
推式气动送料装置的工作原理(见图2-4-15)如下:
1)送料装置通入压缩空气,如图2-4-15a所示,固定夹钳开启,移动夹钳停留在送料装置本体的远侧,并夹紧带料。
2)送料装置接通工作信号,如图2-4-15b所示,移动夹钳夹住带料运动到送料装置的近侧,移动夹钳松开带料,固定夹钳夹紧带料定位。
3)切断进给的工作信号,如图2-4-15a所示,松开的移动夹钳回到送料装置本体的远侧,移动夹钳夹紧,固定夹钳松开。并开始新的循环。
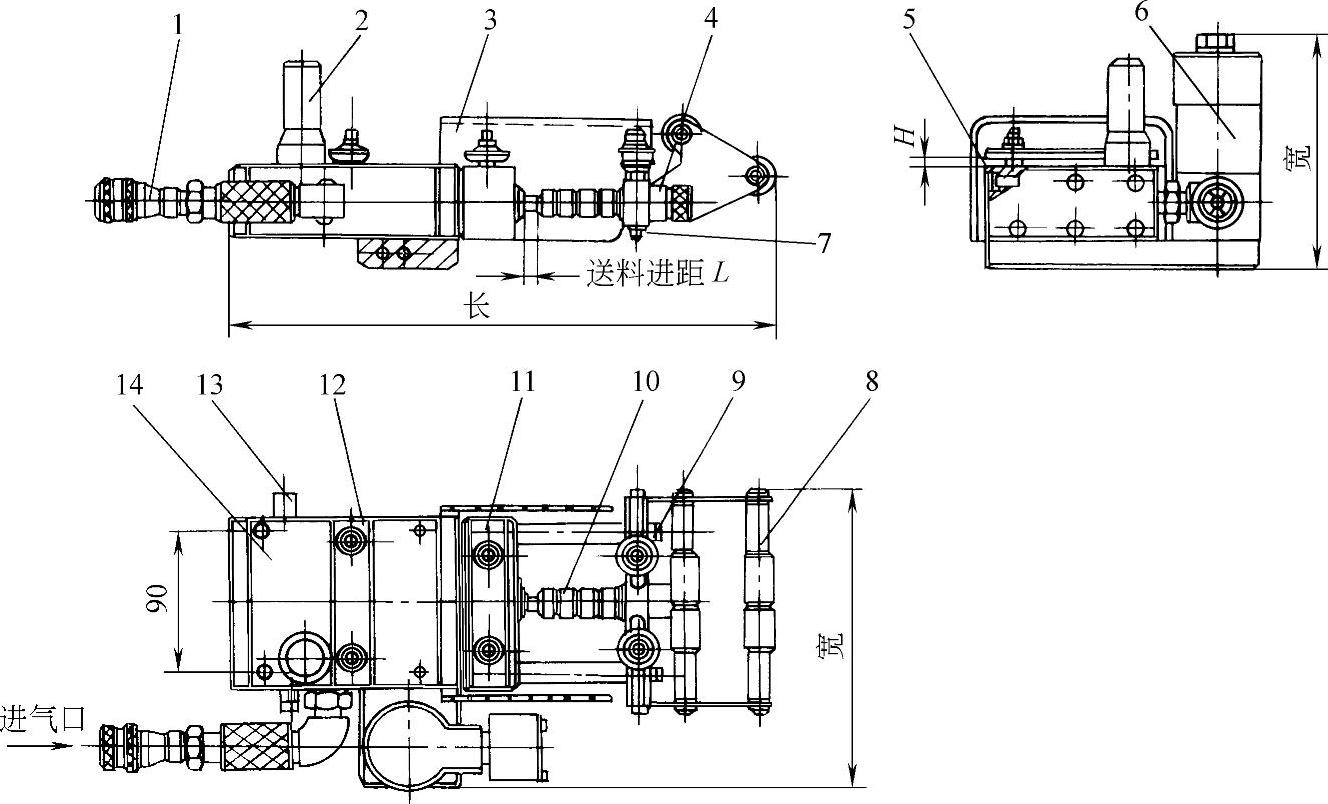
图2-4-14 AF型系列小型气动送料装置外形图
1—气嘴接头 2—导向阀 3—安全罩 4—调节螺钉 5—调速阀 6—电磁阀 7—锁紧螺钉 8—托料架 9—导轮 10—调节垫 11—移动夹紧板 12—固定夹紧板 13—消声器 14—阀体
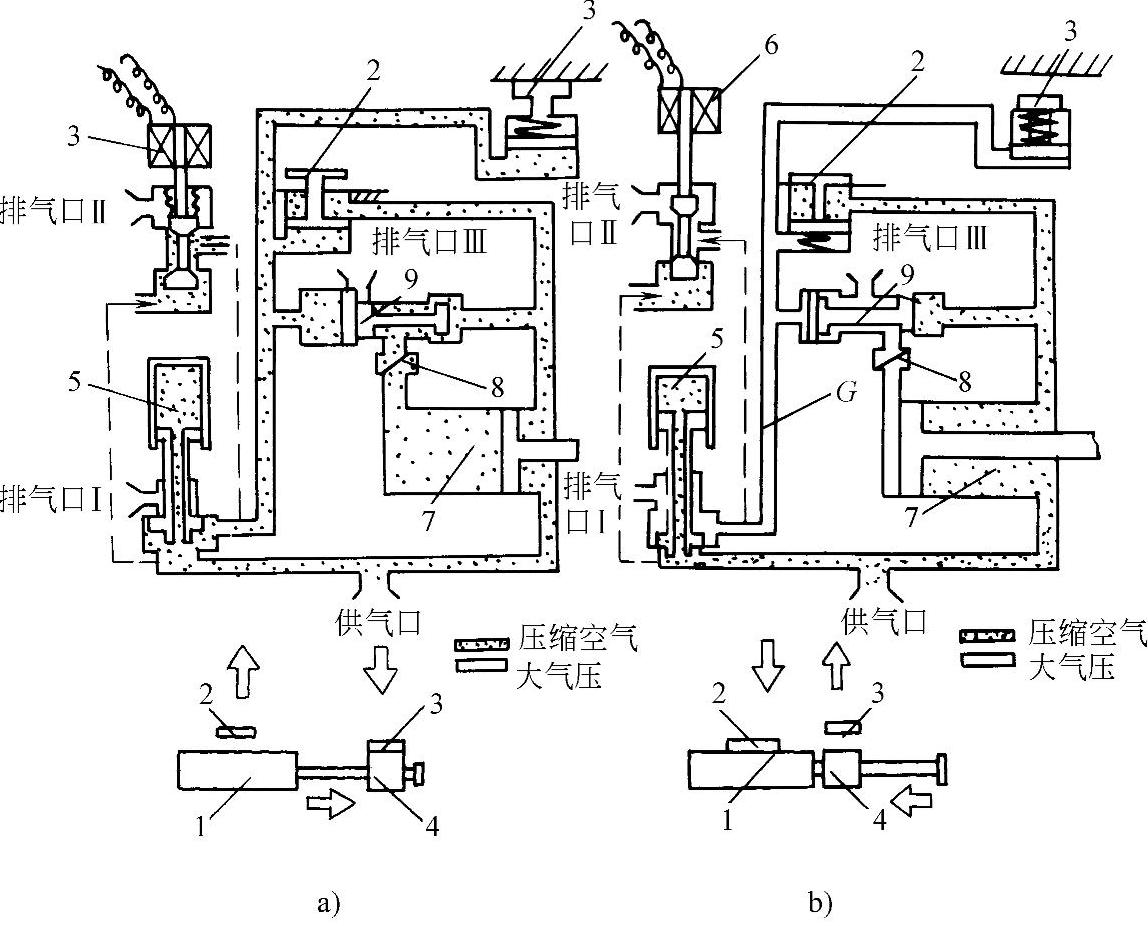
图2-4-15 推式气动送料装置的气动原理
1—送料装置本体 2—固定夹紧板 3—移动夹紧板 4—移动夹紧主体 5—导向阀 6—电磁阀 7—主气缸 8—速度控制阀 9—推动阀
拉式气动送料装置的工作原理(见图2-4-16)如下:
1)送料装置通入压缩空气,如图2-4-16a所示,移动夹钳停留在送料装置本体的近侧,并开始夹紧带料,固定夹钳松开。
2)送料装置接通工作信号,如图2-4-16b所示,移动夹钳夹着带料运动到送料装置本体的远侧,移动夹钳松开带料,固定夹钳夹紧带料定位。
3)切断进给的工作信号,如图2-4-16a所示,松开的移动夹钳回到送料装置本体的近侧,移动夹钳夹紧,固定夹钳松开,并进行新的循环。(https://www.xing528.com)
小型气动送料装置因材料宽度、厚度和送料长度的不同,可提供多种规格。表2-4-2所列规格是日本双叶(FUTABA)公司制造的。
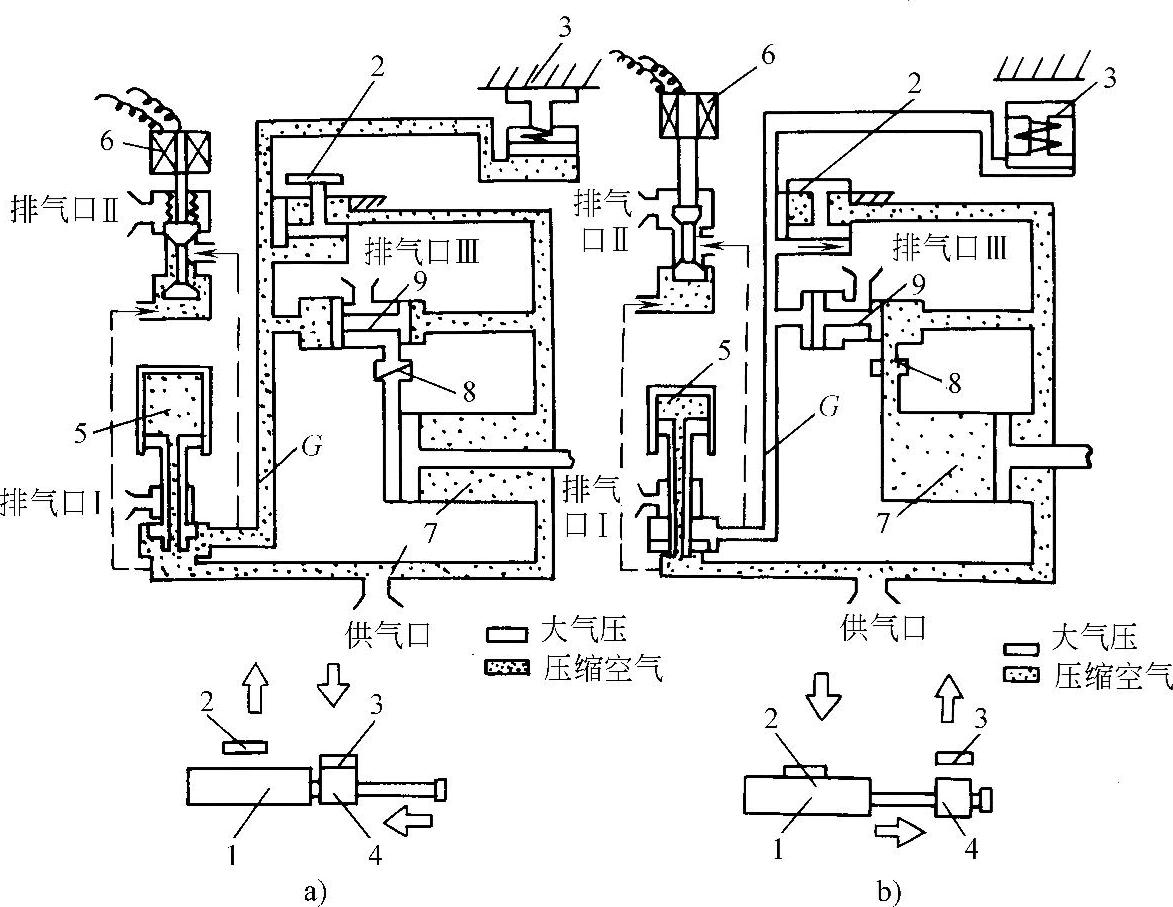
图2-4-16 拉式气动送料装置的气动原理
1—送料装置本体 2—固定夹紧板 3—移动夹紧板 4—移动夹紧主体 5—导向阀 6—电磁阀 7—主气缸 8—速度控制阀 9—推动阀
表2-4-2AF型气动送料装置的技术规格(小型)
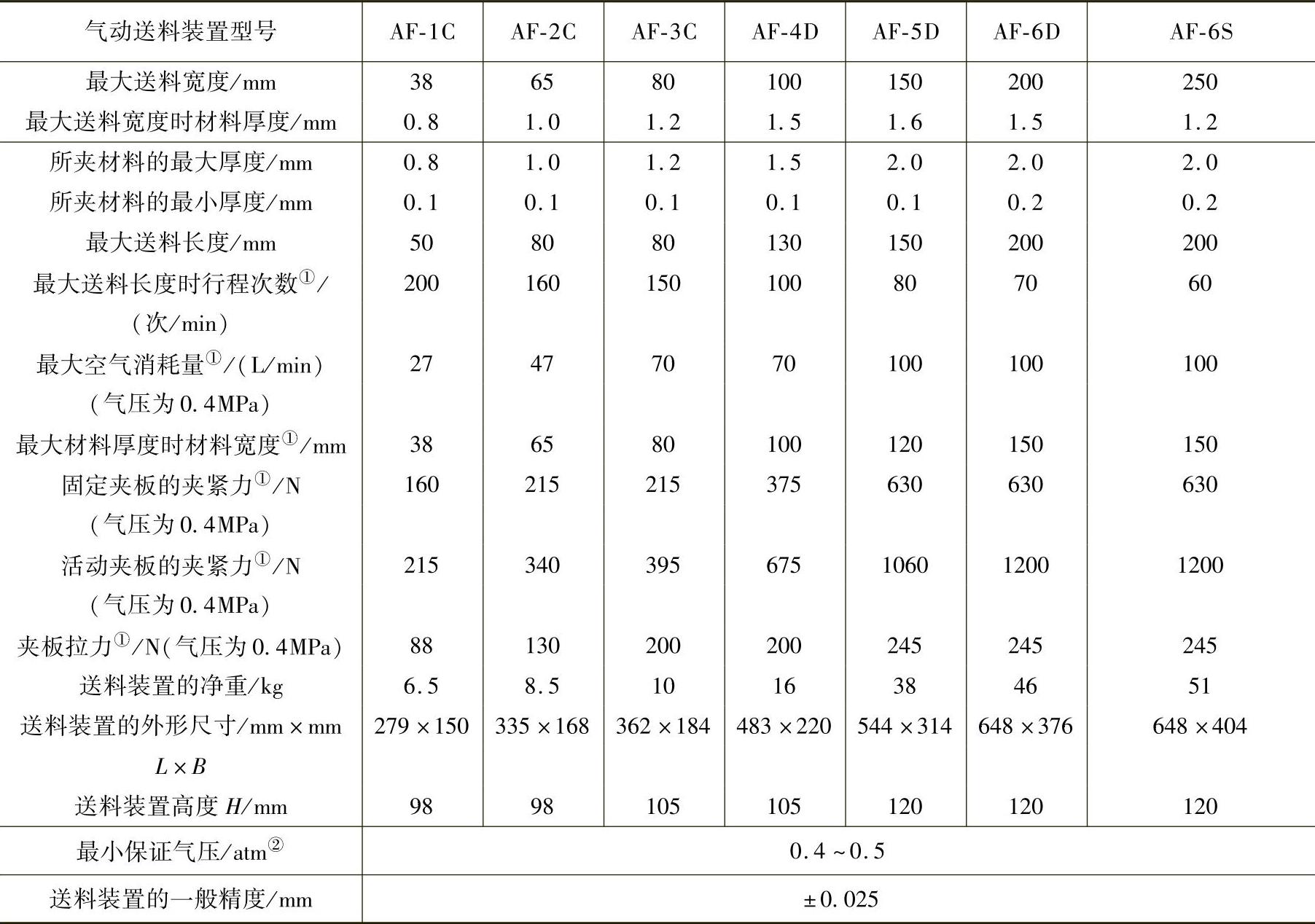
①表示有条件的规格。
②1atm=10325Pa。
表2-4-3P/A型系列气动送料装置技术规格
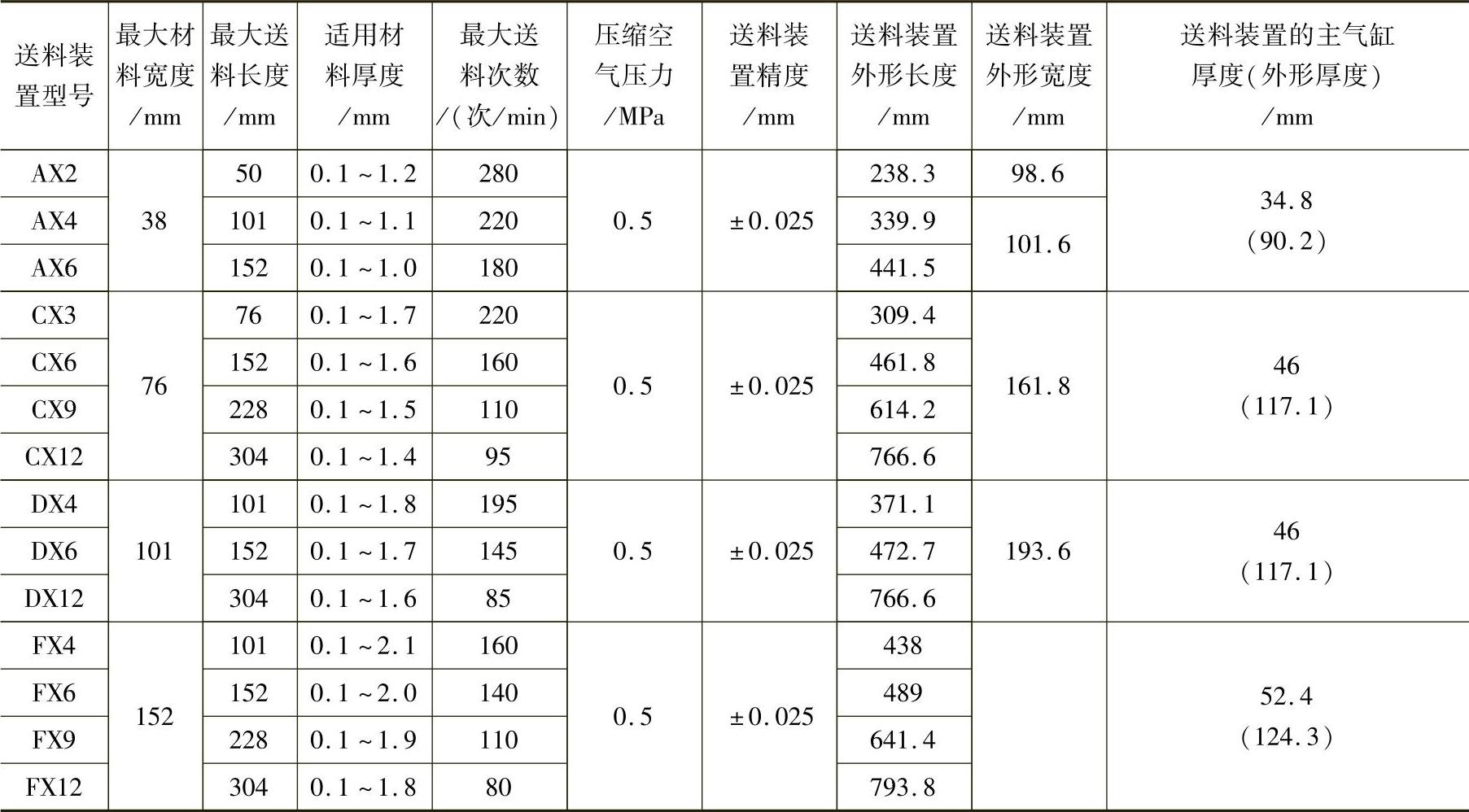
表2-4-3所列是美国东发(TOHATSU)精密工业公司制造的P/A型系列气动送料装置的技术规格,它和AF型的两个不同点是:
1)帮助用户选好了送料次数和送料长度。
2)由于上述两个可变因素均成系数,最大送料速度也就定了。因此送料装置的结构尺寸比较紧凑,精密度高且便于互换,适用于大量生产。
已经国产化的QZS/DL型系列的气动送料装置和日本的双叶(FUTABA)电子公司制造的AF型气动送料装置在结构上、功能上都是极其相近的,送料精度均可达到±0.025mm以内,送料速度可以达到200次/min。
气动送料装置的最大特点是送料进距精度较高且稳定可靠,一致性好。对于带导正销的高精度级进模,可使其送料浮动,在此期间,保证导正销的导入,从而可使经导正后的送料重复精度高达±0.003mm。对于一般无导正销的级进模,依靠送料装置本身的精度也能获得高于±0.025mm的送料进距精度。
由于气动送料装置在冲压速度、材料厚度、材料宽度和送料长度、原材料平整度等方面均有一定的要求,因此在使用气动送料装置的同时,最好具备相应的开卷装置、矫平装置、材料张弛控制架和收卷装置或废料切断装置。这样就可以在保证冲压质量的前提下,最大限度地提高气动送料装置的利用率,即提高冲压加工的劳动生产率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。