



图2-4-11所示为蜗杆凸轮滚子齿轮分度机构的辊式送料装置,该分度机构(间歇运动机构)于20世纪60年代由美国弗格森(Ferguson)公司研制成功,它应用广泛,在高速压力机辊式送料装置中处于主导地位。
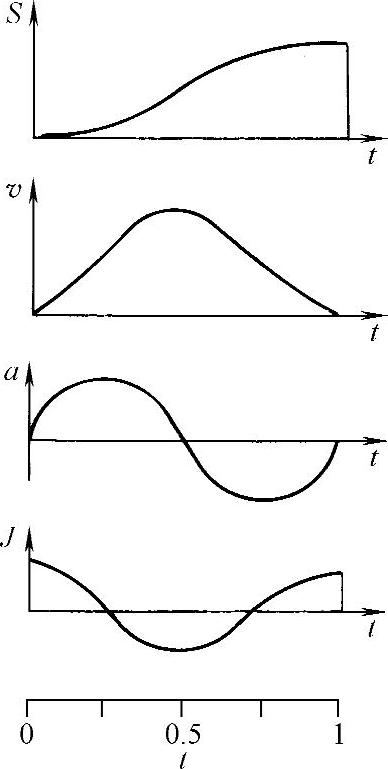
从图2-4-12所示可以清楚看到蜗杆凸轮-滚子齿轮分度机构的加速度特性最为理想,在送料开始和结束时,加速度都等于零,因为不发生加速度突变,所以该分度机构是最理想的高速分度机构。这种机构类似于蜗轮副传动装置,蜗杆凸轮的梯形螺纹与星形轮上的滚子相啮合,当蜗杆凸轮旋转一周时,以两个滚子夹住蜗纹的啮合方式使星形轮旋转一个节距。当蜗杆凸轮不停地作等速旋转时,星形轮却作精确的间歇运动。因为滚子圆柱素线总是平行于蜗杆凸轮剖面梯形的斜边,所以滚子位置作径向调节,并不改变机构的运动性能。因此通过安装调整,可以调节滚子在蜗杆凸轮梯形筋上接触的过盈量或补偿磨损,以消除侧隙,从而避免冲击与振动,在高速运行下,都能获得很高的传动精度。
蜗杆凸轮-滚子齿轮分度机构的辊式送料装置有两种结构形式。一种为更换料辊式(见图2-4-11a),另一种是更换齿轮式(见图2-4-11b)。更换料辊式把下送料辊直接连接在分度机构的输出轴上,改变送料进距时,需要更换不同直径的下送料辊。对于这种结构来说,送料进距不能无级调节,一种送料进距就需要一个相应直径的下送料辊。
更换齿轮式在分度机构输出轴和送料辊之间增加了4个变换齿轮以达到改变送料进距的目的。经计算需要约44个齿轮(由43齿到86齿)便可基本实现送料进距在一定范围内的无级调节。更换齿轮式由于多了两级齿轮传动,因而其送料精度比更换料辊时低35%~40%。
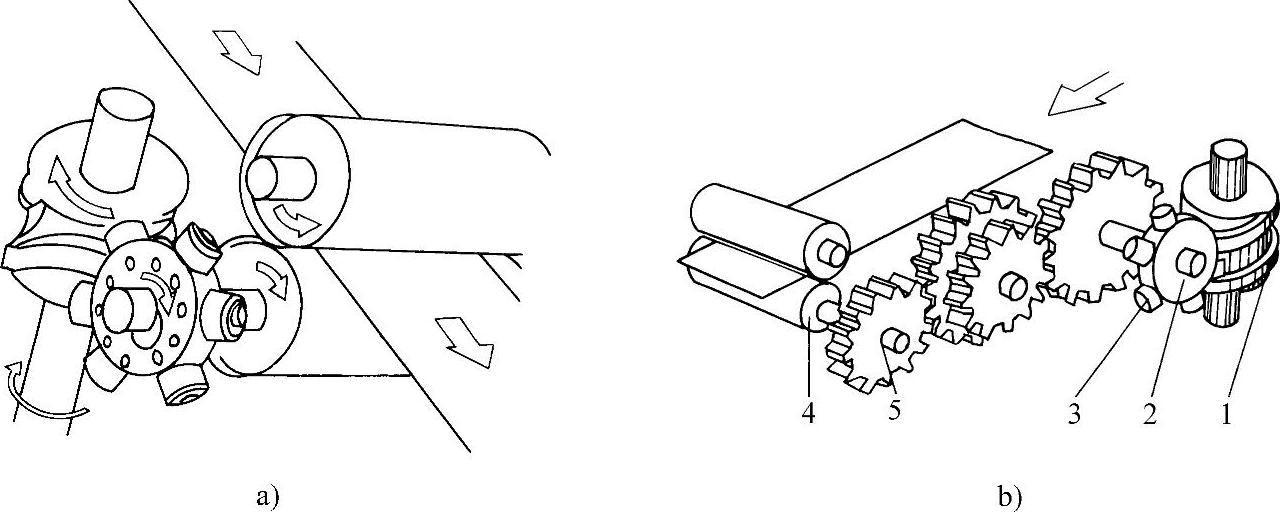
图2-4-11 蜗杆凸轮-滚子齿轮分度机构的辊式送料装置
a)更换料辊式 b)更换齿轮式
1—蜗杆凸轮 2—星形轮 3—滚子 4—送料辊 5—齿轮
 (https://www.xing528.com)
(https://www.xing528.com)
图2-4-12 修正正弦曲线
S—位移 v—速度 a—加速度 J—转动惯量 t—时间
采用蜗杆凸轮-滚子齿轮分度机构的辊式送料装置的优点是:
1)它的加速度曲线是正弦曲线或经修正的正弦曲线。在送料开始和结束时,送料装置的冲击和振动很小,提高了送料的稳定性和送料精度。
2)一次性进给长度取决于齿轮传动比,只需简单地更换齿轮,送料长度即可在1∶10的范围内几乎无级的调节。
3)相邻的两个滚子以过盈配合紧紧夹住蜗杆螺纹,因此当螺纹升角过渡到零时,机构立即停止回转,没有惯性,可以不用制动器。
4)因为它是无间隙的高精度分度,其分度精度可达±10′,所以它的送料精度比普通辊式送料装置高。
该送料装置的送料长度、材料宽度视冲压件的需要而定。一般适用于材料厚度为0.05~8mm;送料速度最高时可达107m/min,一般≤70m/min;冲压行程次数最高可达2000次/min,一般可达700次/min。送料精度可达±0.02mm(采用高精度凸轮时),或±0.05mm(采用较精密凸轮时)。送料长度可设计在10~2500mm之间;材料宽度可设计在10~1300mm之间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。