



1)塑性好。材料的伸长率和断面收缩率高,则其变形能力高,精密冲裁时,变形区的材料易于流动而不断裂。
2)变形抗力低。材料的屈服强度和抗拉强度低,有利于实现精密冲裁过程的工艺润滑,提高模具寿命和剪切面质量。
3)组织结构好。精密冲裁对材料的组织有较高的要求。同样的材料,热处理不同,材料的塑性和金相组织均不相同,对精密冲裁件的质量有明显的影响。对碳钢和合金钢来说,碳化物的形态和分布至关重要,以球化完全、弥散良好、分布均匀的细球状碳化物组织为最佳。
图2-3-49所示为不同金相组织对精密冲裁过程影响的示意图。左边为片状珠光体组织,精密冲裁时处于分离面上脆而硬的片状碳化物被模具刃口切断时,很容易在该处产生微裂纹扩展而引起撕裂,并加速模具刃口的磨损。
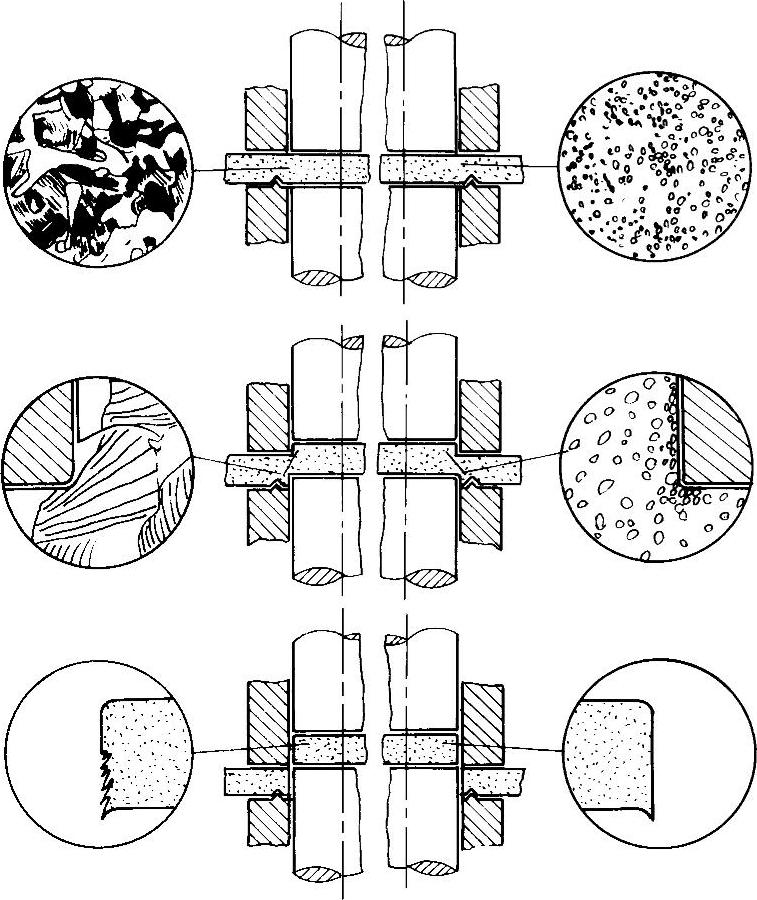
图2-3-49 不同金相组织对精密冲裁的影响
图2-3-49所示右边为球状珠光体组织,精密冲裁时处在分离面上脆而硬的球状碳化物被模具刃口挤入软的铁素体基体内,避免了切断碳化物引起的微裂纹和撕裂,从而获得完整的剪切面,如图右侧所示。此外,还改善了模具刃口的工作条件,有利于提高模具寿命。
由于球化处理需要增加成本,对材料组织要求越高,成本也越高。实际生产中应根据零件形状的复杂程度和剪切面质量级别,合理地选用相应的材料组织。在满足零件技术要求的前提下应选用最便宜的材料,以求得技术和经济的统一。
下面以20钢、45钢和15CrMn钢为例,说明材料的组织对精密冲裁件剪切面质量的影响,以及精密冲裁对材料的要求。
上述三种钢材,对精密冲裁而言可分为三种组织状态:
组织1一般热轧组织
组织2半精密冲裁性质
组织3精密冲裁性质
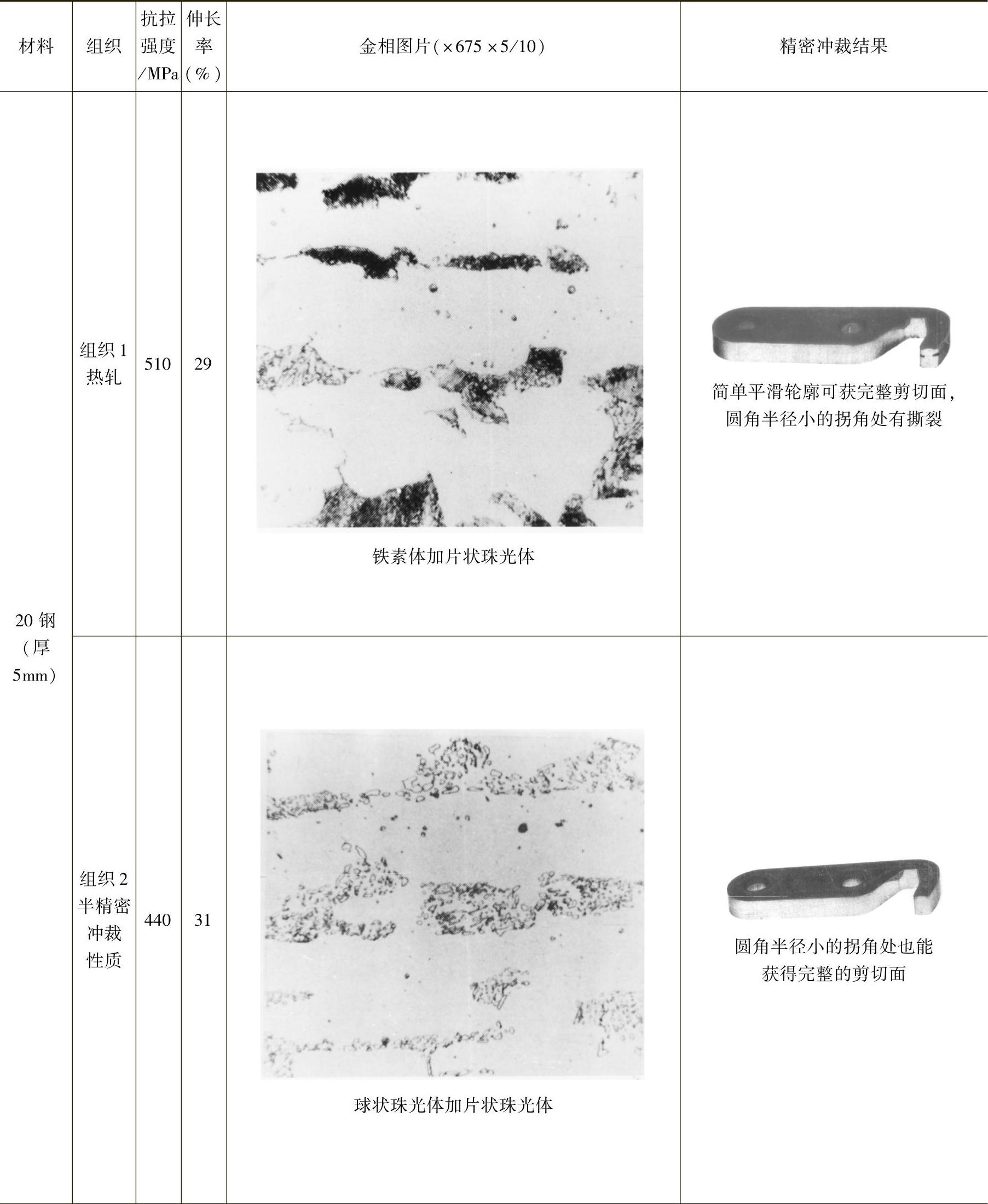
用上述三种材料的三种组织,在同样条件下用同一模具生产的零件见表2-3-8。(https://www.xing528.com)
表2-3-8 零件示例
(续)
(续)
(续)

从表2-3-8可以看出:
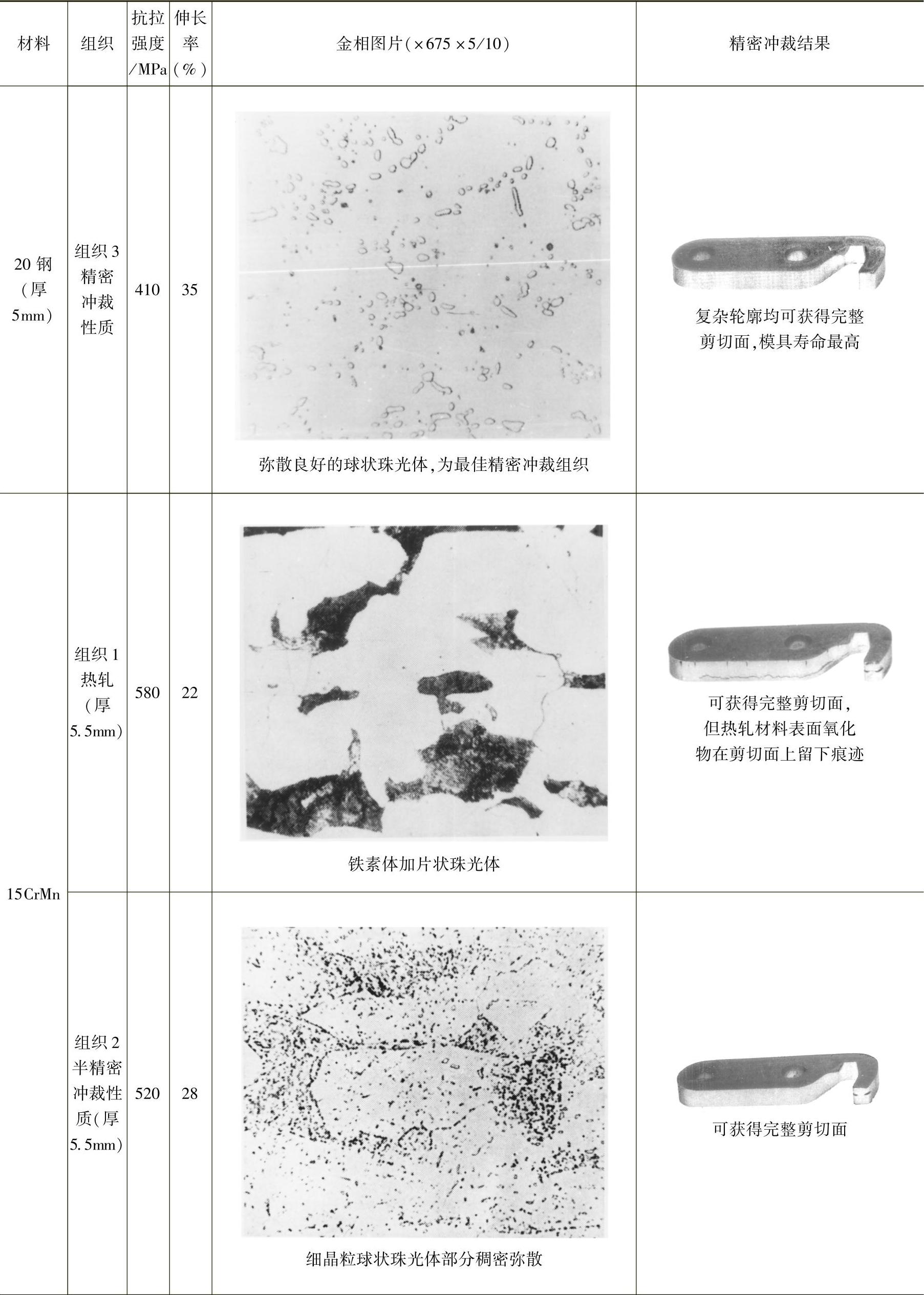
1)15CrMn具有良好的精密冲裁性能,不经球化处理直接采用热轧材料即可获得完整光洁的剪切面。
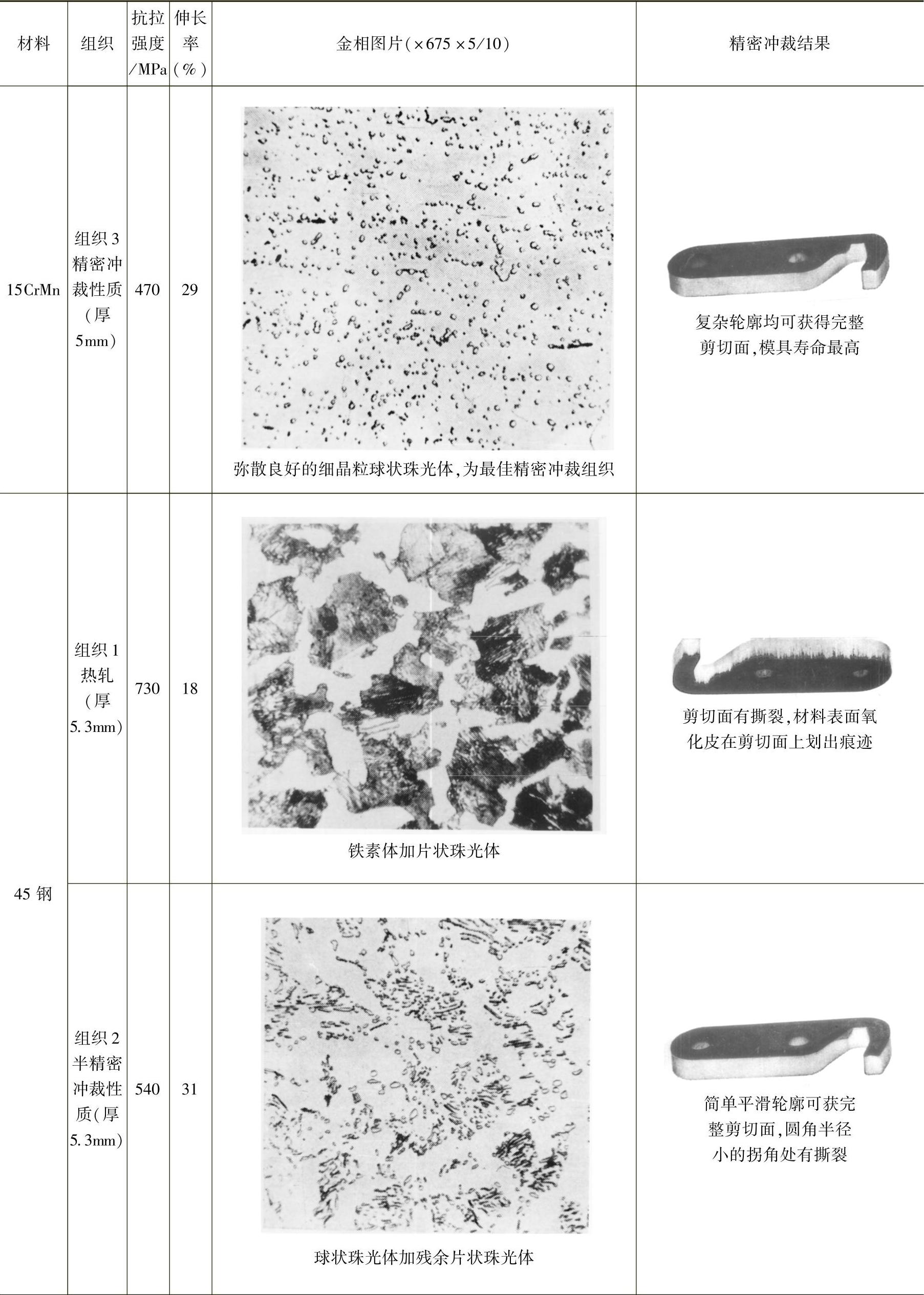
2)45钢必须具有弥散良好的球化组织才能获得完整的剪切面。
3)对于拐角处允许有撕裂的零件,可直接采用热轧的20钢或球化不完全的45钢。
4)必须清除热轧材料表面的氧化物,防止它影响剪切面质量和降低模具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。