



【摘要】:精密冲裁弯曲复合工艺的关键是如何根据零件弯曲形状特征、技术要求、生产批量来选择复合的形式,进而确定模具的结构。精密冲裁弯曲复合模的凸模和反压板按工件弯曲形廓制造,压边圈和凹模保持平面形状。正确的设计应该是模具闭合时,使凸模和凹模的平刃口和斜刃口都相切合缝,条料完成弯曲精密冲裁时可防止凸模进入凹模。
窄板弯曲时,变形区的截面形状发生畸变,内表面的宽度b1>b,外表面的宽度b2<b。当b<3t时,尤为明显,如图3-1-37所示。
如果弯曲件的宽度b精度要求较高,不允许有图3-1-37所示b1>b的鼓起现象时,应在弯曲线上预先做出工艺切口,如图3-1-38所示。
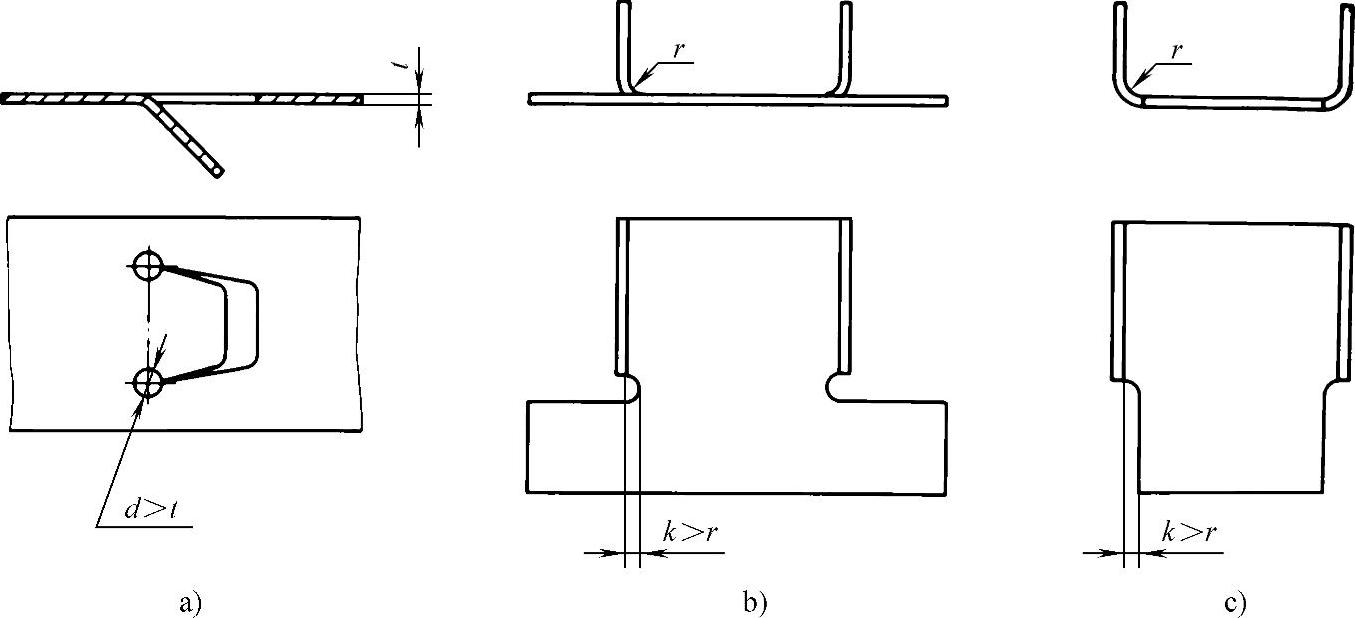
图3-1-36 防止弯曲边交接处应力集中的措施
a)冲卸荷孔 b)切槽 c)将弯曲线位移一定距离(https://www.xing528.com)
图3-1-37 弯曲时变形区的宽度变化
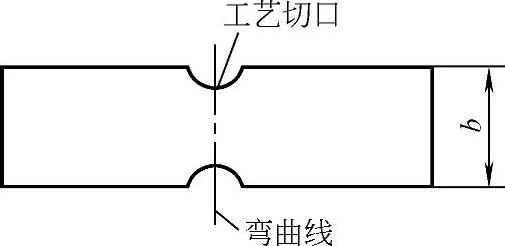
图3-1-38 弯曲毛坯的工艺切口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。