



【摘要】:硬币、证章和各种标牌、印记均是压印的典型工艺。q值与压印的方式和压印的材料等因素有关。压印凹下的线条时,q值按压印材料的屈服强度取值,取q=ReL。压印凸起的线条或起伏的花纹时,q值参考表2-3-2确定。应尽可能采用反压板压印,以利于模具的刃磨和维修。显然,无论用反压板压印还是用凸模压印,都必须使反压力大于压印力,才能使精密冲裁和压印复合。
压印可以和精密冲裁复合进行,一般的复合形式为外轮廓精密冲裁内表面压印,在复合模上一次冲压成形,如图2-3-23所示。
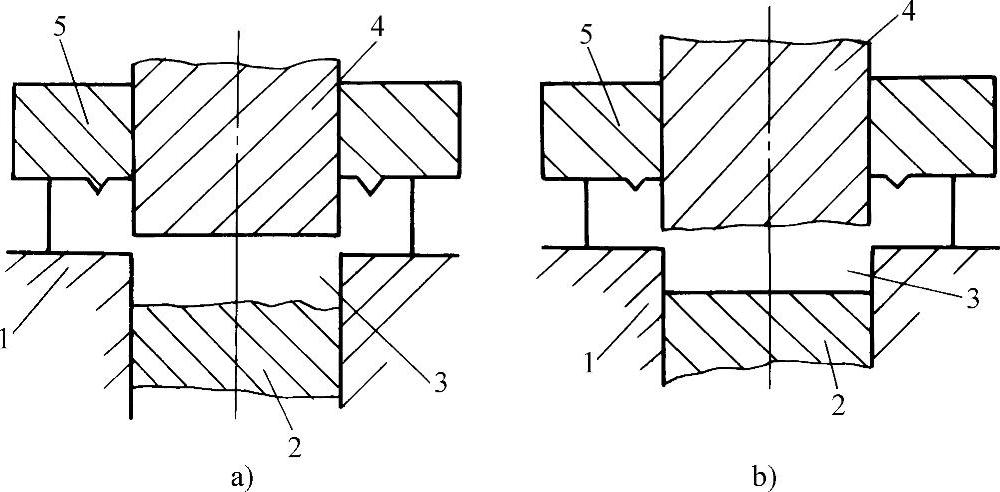
图2-3-23 精密冲裁压印复合工艺过程示意图
a)反压板压印 b)凸模压印
1—凹模 2—反压板 3—工件 4—凸模 5—V形环压边圈
压印系指在工件的表面上压出较浅的凹凸花纹、标记、文字、符号或刻度等,凹下的深度和凸起的高度都比较小,一般为0.1~0.3mm。硬币、证章和各种标牌、印记均是压印的典型工艺。
压印所需压力按下式计算
P=Aq
式中P——压印所需压力(N);
A——压印部位的投影面积(mm2);(https://www.xing528.com)
q——压印所需的单位面积压力(N/mm2)。
q值与压印的方式和压印的材料等因素有关。
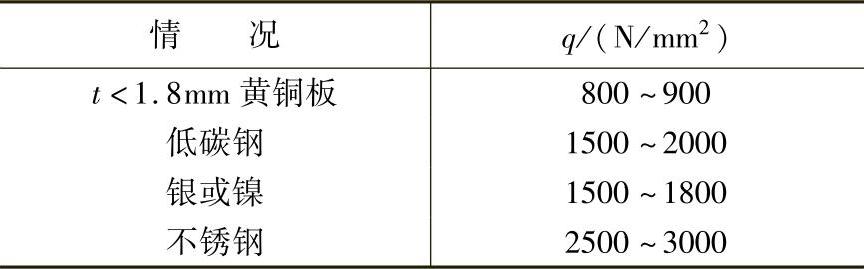
压印凹下的线条时,q值按压印材料的屈服强度取值,取q=ReL。压印凸起的线条或起伏的花纹时,q值参考表2-3-2确定。
压印面放在工件的塌边侧时,由反压板压印,如图2-3-23a所示;压印面放在工件的毛刺侧时,由凸模压印,如图2-3-23b所示。应尽可能采用反压板压印,以利于模具的刃磨和维修。
显然,无论用反压板压印还是用凸模压印,都必须使反压力大于压印力,才能使精密冲裁和压印复合。
表2-3-2 压印单位面积压力
应该指出,普通压印既要求压床的刚性好,封闭高度的重复精度高(多数用精压机),又要求材料的厚度公差严,否则会影响压印的质量和模具的寿命。而精密冲裁压印复合时,材料在凸模和反压板之间完成压印后,在凸模和反压板夹持下继续进行外形的精密冲裁,故对材料厚度公差无严格要求,且压印质量好,模具寿命高,生产效率高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。