



1.精密冲裁和挤压的复合
精密冲裁和挤压的复合是生产带凸台精密冲裁件的另一种工艺,如图2-3-13c、d所示。图2-3-21所示为精密冲裁挤压复合工艺过程示意图,主要通过挤压凸模6和凸凹模2的凹模型腔来实现正挤压过程,而外形的精密冲裁和一般精密冲裁完全一样。在模具结构上,挤压凸模6必须低于凹模4,以保证外形精密冲裁后挤压凸台和工件之间有足够的连接厚度。
精密冲裁时的挤压许用变形程度应比普通挤压取得低一些,这是由于精密冲裁的挤压和普通正挤压在变形条件上存在很大的区别。普通正挤时坯料置于挤压凹模内,挤压凸模的四周是凹模,坯料被挤压凹模和凸模封闭,加压时它只能从下部的凹模孔挤出。而精密冲裁时的挤压,挤压凸模周围是被凸凹模和反压板夹持的精密冲裁坯料本身,即使在精密冲裁坯料上施加较大的顶件反压,它的刚性也远不如挤压凹模,因此挤压凸模下面的材料,只能被认为处于半封闭状态。当挤压的变形程度超过某一数值,即单位挤压力超过某一数值时,挤压凸模下面的材料,除了挤入凸凹模的凹模孔内,还向四周流动,这是在制定精密冲裁挤压复合工艺时必须考虑的。

图2-3-20 半冲孔凸台用于铆接
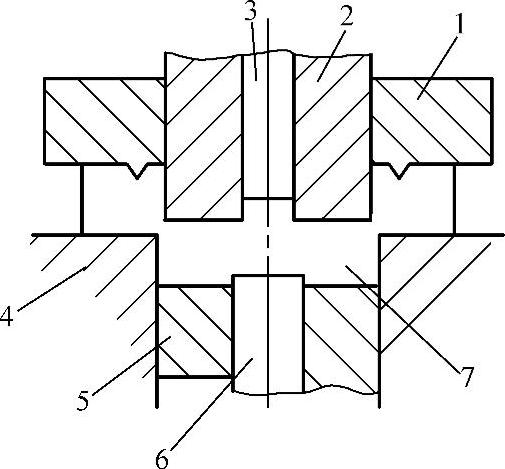
图2-3-21 精密冲裁挤压复合工艺过程示意图
1—V形环压边圈 2—凸凹模 3—顶杆 4—凹模 5—反压板 6—挤压凸模 7—工件(https://www.xing528.com)
2.精密冲裁和模锻的复合
带凸台精密冲裁件还可以通过精密冲裁和模锻复合工艺来完成,如图2-3-13e、f所示。图2-3-22所示是精密冲裁封闭模锻复合工艺过程示意图。外形精密冲裁和一般精密冲裁相同;内形封闭模锻由凸凹模的凹模孔和顶杆端面构成成形模腔,通过成形凸模加压来实现。精密冲裁模锻复合工艺必须先开始外形的精密冲裁后进行内形的体积成形。
体积成形时,过程类似于一般的封闭模锻,需要遵循体积不变条件来考虑模具有关部分的尺寸,即被成形凸模挤压而转移的材料应与充满成形模腔的材料体积相等。
精密冲裁模锻复合工艺成形的材料也是处于半封闭状态,比压过高时,同样也有向四周转移的可能。
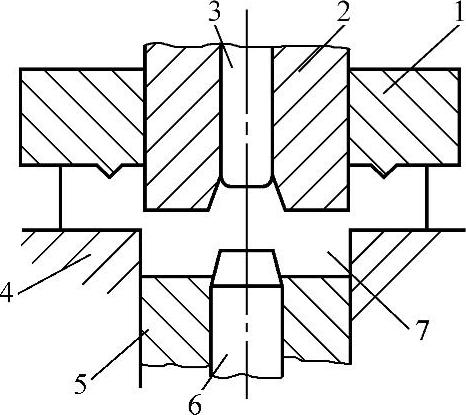
图2-3-22 精密冲裁模锻复合工艺过程示意图
1—V形环压边圈 2—凸凹模 3—顶杆 4—凹模 5—反压板 6—成形凸模 7—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。