



负间隙冲裁法如图2-2-113所示,其冲裁的实质是冲裁—整修的复合工艺过程。由于凸模尺寸大于凹模尺寸,冲裁过程出现的裂纹方向与普通冲裁相反,形成一个倒锥形毛坯。凸模继续下压,将毛坯压入凹模内,切去部分余量,获得较高质量的断面,相当于整修过程。
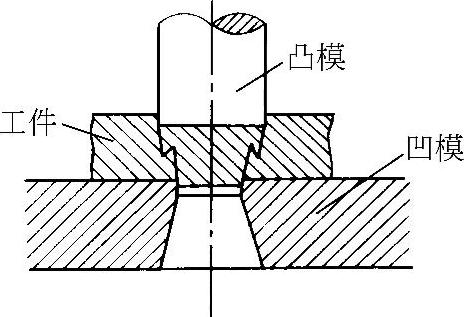
图2-2-113 负间隙冲裁
一般使凸模的尺寸比凹模的尺寸大(0.1~0.2)t。对于圆形工件,凸模比凹模大出的周边是均匀的。而对于有凹进及凸出的工件,在凸出的角部应比其余大出一倍,即为(0.2~0.4)t,对于凹进的部位应减少一半,即为(0.05~0.1)t,如图2-2-114所示。

图2-2-114 非圆形工件凸模与凹模周边间隙分布情况
为了使剪切面的表面粗糙度值较小,可以在凹模刃边作出0.1~0.3mm的圆角。由于凸模尺寸大于凹模,故在冲裁完毕时,凸模不应进入凹模孔内,而应与凹模上表面保持0.1~0.2mm距离。此时毛坯尚未全部压入凹模,要待下一个零件冲裁时,再将它全部压入。工件由凹模洞口落下后,因弹性变形,其尺寸将增大0.02~0.06mm。故设计凹模工作部分尺寸时要相应减少这个变形量。
用此法冲裁工件的表面粗糙度Ra可达0.4~0.8μm,尺寸精度可达IT9~IT11。但对于料厚t≤1.5mm的大尺寸薄板件,容易产生明显的拱弯。另外,负间隙冲裁只适用于塑性好的软材料,如软铝、铜、软钢等。主要用于冷挤压板料毛坯的精密下料和一些轮廓形状简单的平板零件。
负间隙冲裁力要比普通冲裁力大得多,凹模承受的压力较大,容易引起开裂。采用良好的润滑,可以防止材料粘模,延长模具寿命。(https://www.xing528.com)
负间隙冲裁力Pf可用下式估算
Pf=CP(2-2-34)
式中P——普通冲裁力(N);
C——系数,按不同材料选取:
铝:C=1.3~1.6;
黄铜:C=2.25~2.8;
软钢:C=2.3~2.5。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。