



整修是利用整修模沿冲裁件外缘或孔壁刮去一层薄的切屑,以除去普通冲裁时在断面上留下的塌角、毛刺和断裂带等,从而获得光滑而垂直的断面和准确尺寸的零件。一般经整修后的零件,其公差可达IT6~IT7,表面粗糙度Ra可达0.4~0.8μm。
整修方法如图2-2-107所示。整修落料件的外形称为外缘整修(见图2-2-107a);整修冲孔件的内形称为内缘整修(见图2-2-107b),整修的机理与冲裁完全不同,整修与切削加工相似。
1.整修余量
整修余量必须选择合适,过大过小都会降低整修零件的质量。整修余量和零件的材料、厚度、形状有关,也和整修前加工情况有关。如整修前采用大间隙冲裁,则为了切去断面上较大锥度的断裂带,整修余量就需要大些;而采用小间隙冲裁时,为了切去二次剪切所形成的中间粗糙带及潜在的裂纹,并不需要很大的整修余量。内缘整修时,若为钻孔,则其整修余量可比冲孔情况小一些。如果整修孔的同时,孔距的精度也有要求,那么整修余量应加大。采用大间隙冲裁时整修余量见表2-2-44。而采用小间隙冲裁时整修余量可查图2-2-108。
根据冲裁毛坯时模具间隙的大小,模具工作部分尺寸的计算方法分成两种。落料模的尺寸计算见表2-2-45,冲孔模的尺寸计算见表2-2-46。
2.整修次数
整修次数与工件的材料厚度和形状有关。对于厚度在3mm以下,外形简单、圆滑的工件一般只需一次整修;对于厚度大于3mm,或有尖角的工件需进行二次或多次整修,否则会形成撕裂现象。二次整修余量的分布如图2-2-109所示。整修次数可按工件的材料厚度及形状的复杂程度由表2-2-47查取。
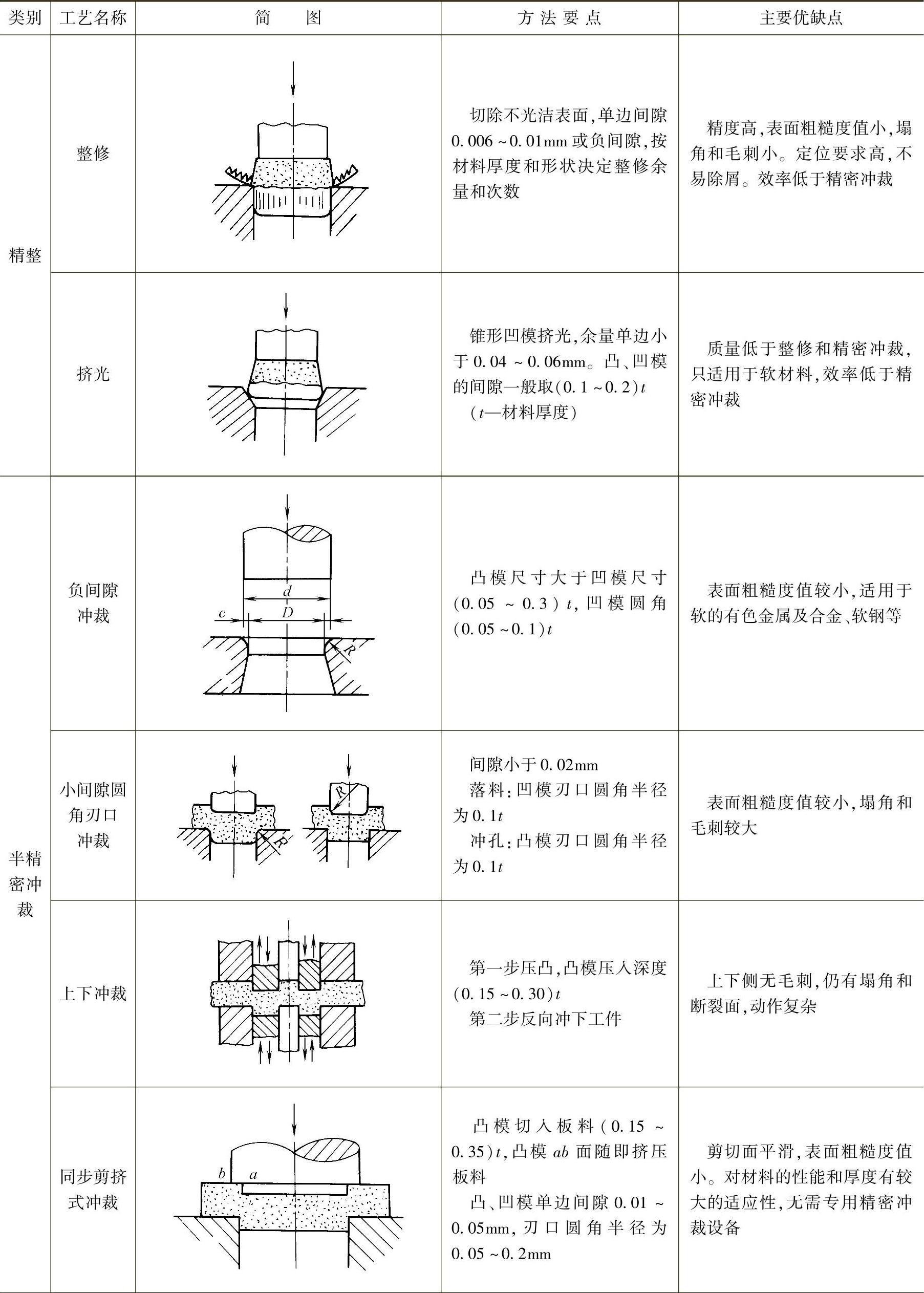
表2-2-43 提高冲裁件质量和精度的几种工艺
(续)
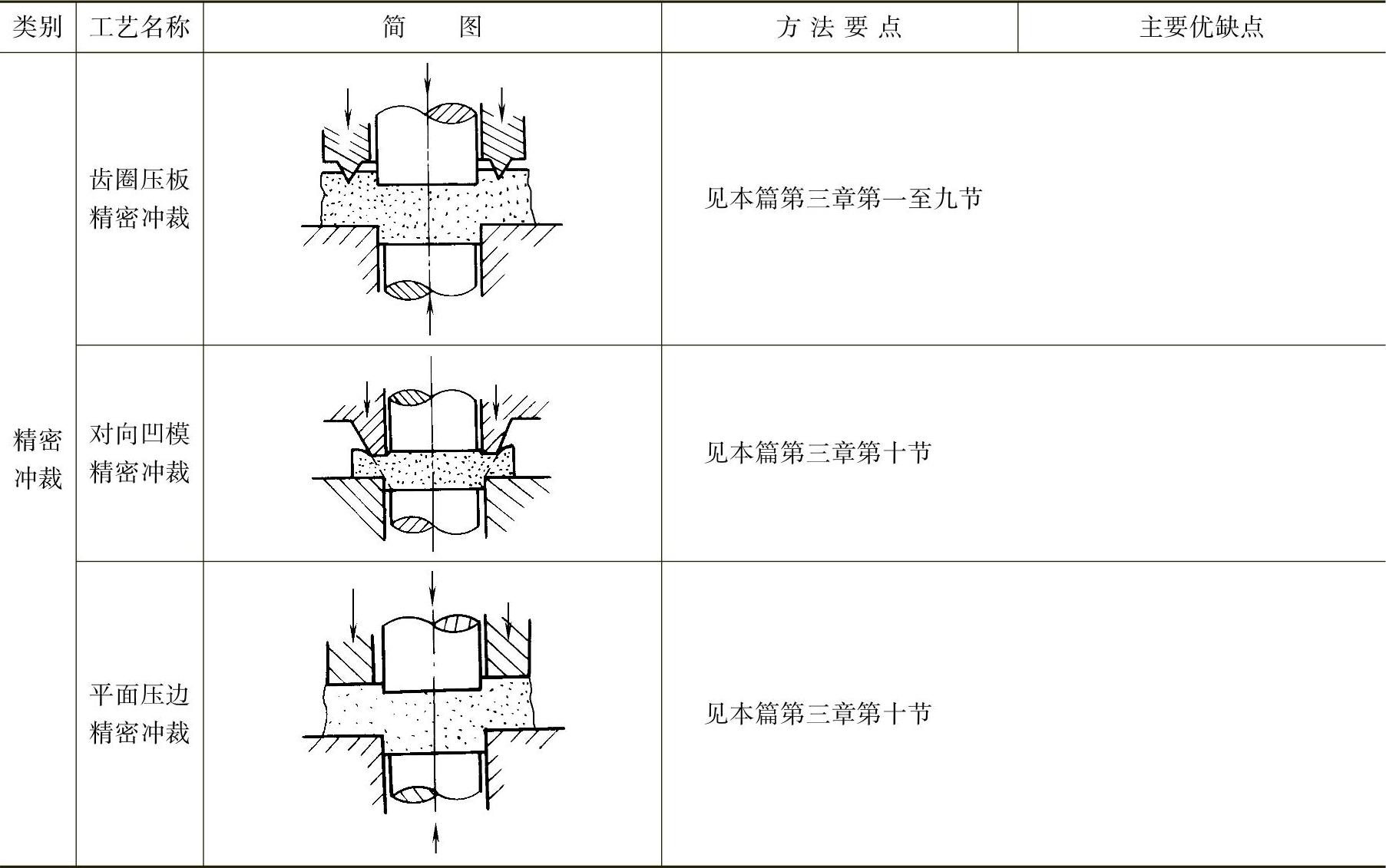
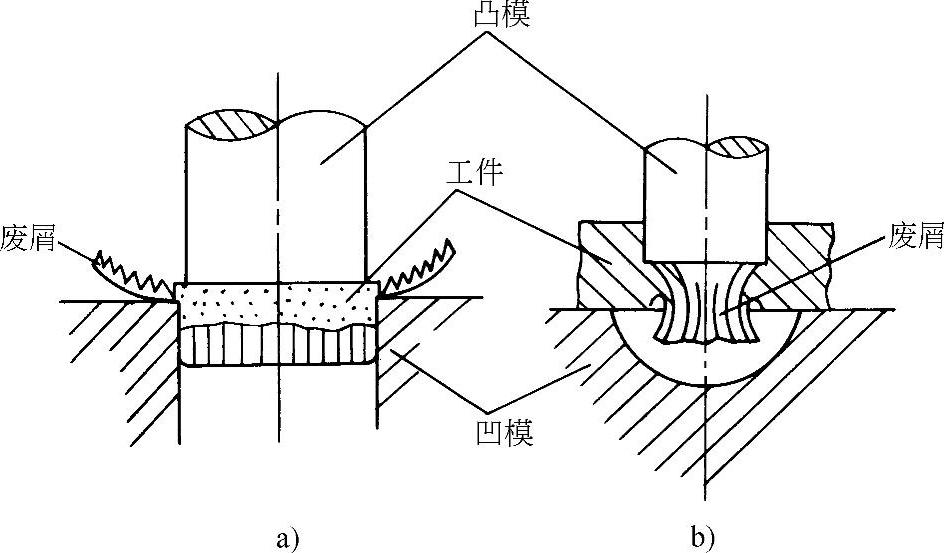
图2-2-107 整修方法
a)外缘整修 b)内缘整修
表2-2-44 整修的双向余量y(单位:mm)
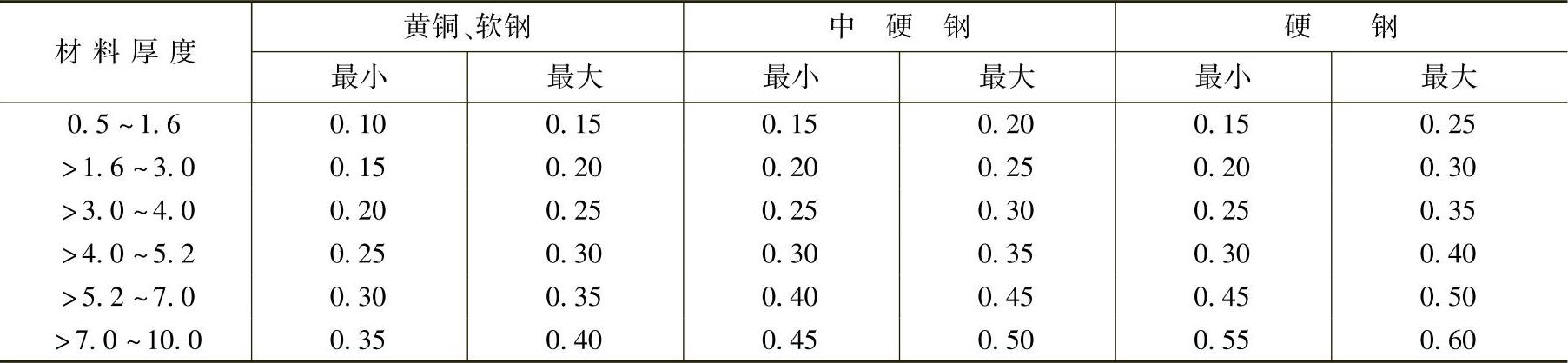
注:1.最小的余量用于整修形状简单的工件,最大的余量用于整修形状复杂或有尖角的工件。
2.在多次整修中,第二次以后整修采用表中最小数值。
3.钛合金的整修余量为(0.2~0.3)t。
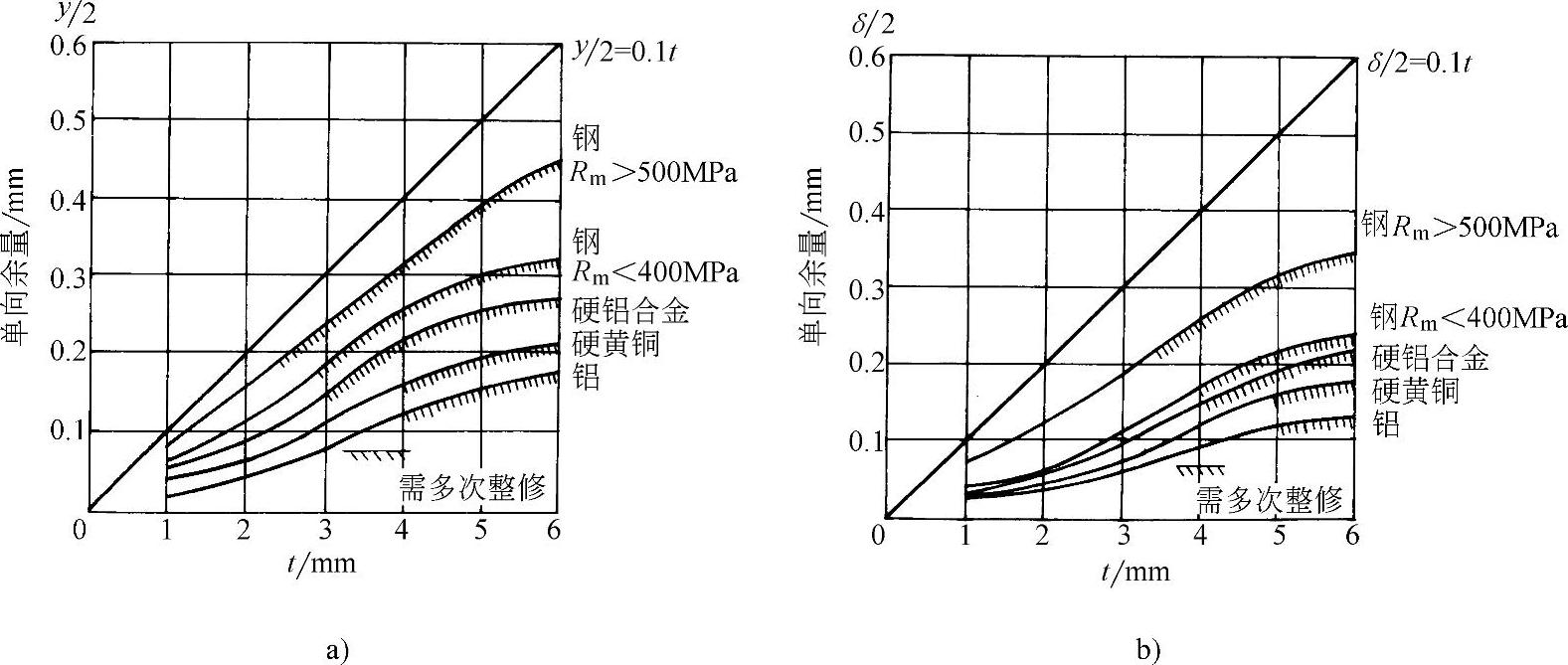
图2-2-108 采用小间隙冲裁时的整修余量
a)落料 b)冲孔
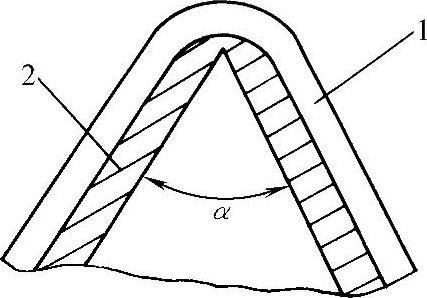
图2-2-109 多次整修余量
1—第一次整修 2—第二次整修
表2-2-45 整修前落料模工作部分尺寸计算[6]
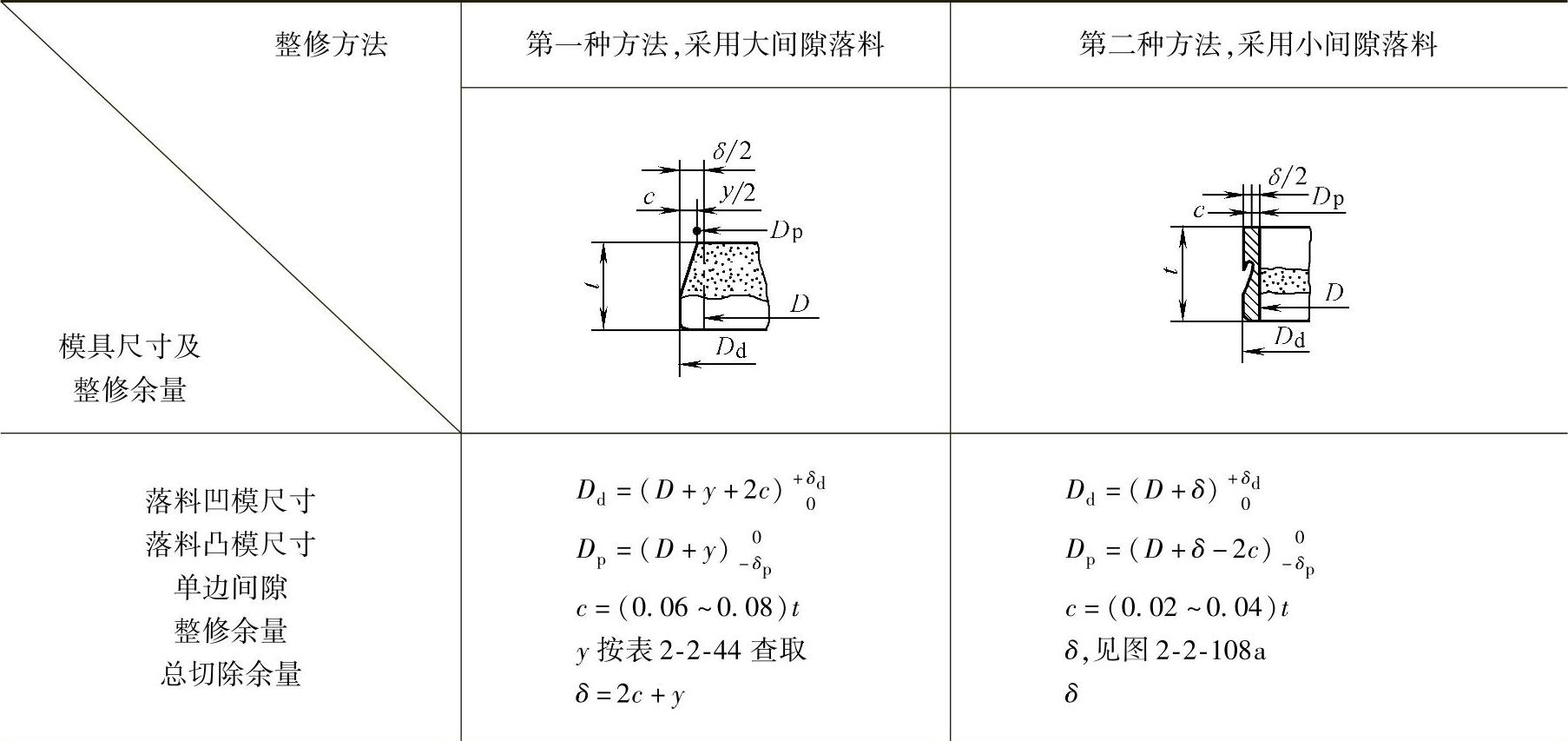
注:c——冲裁单边间隙;
y——整修余量,见表2-2-49;
D——整修件的基本尺寸;
t——整修件的厚度;
δp、δd——凸模和凹模的制造偏差,δp、δd=(0.8~1.2)(cmax-cmin)。
表2-2-46 整修前冲孔模工作部分尺寸计算[6]
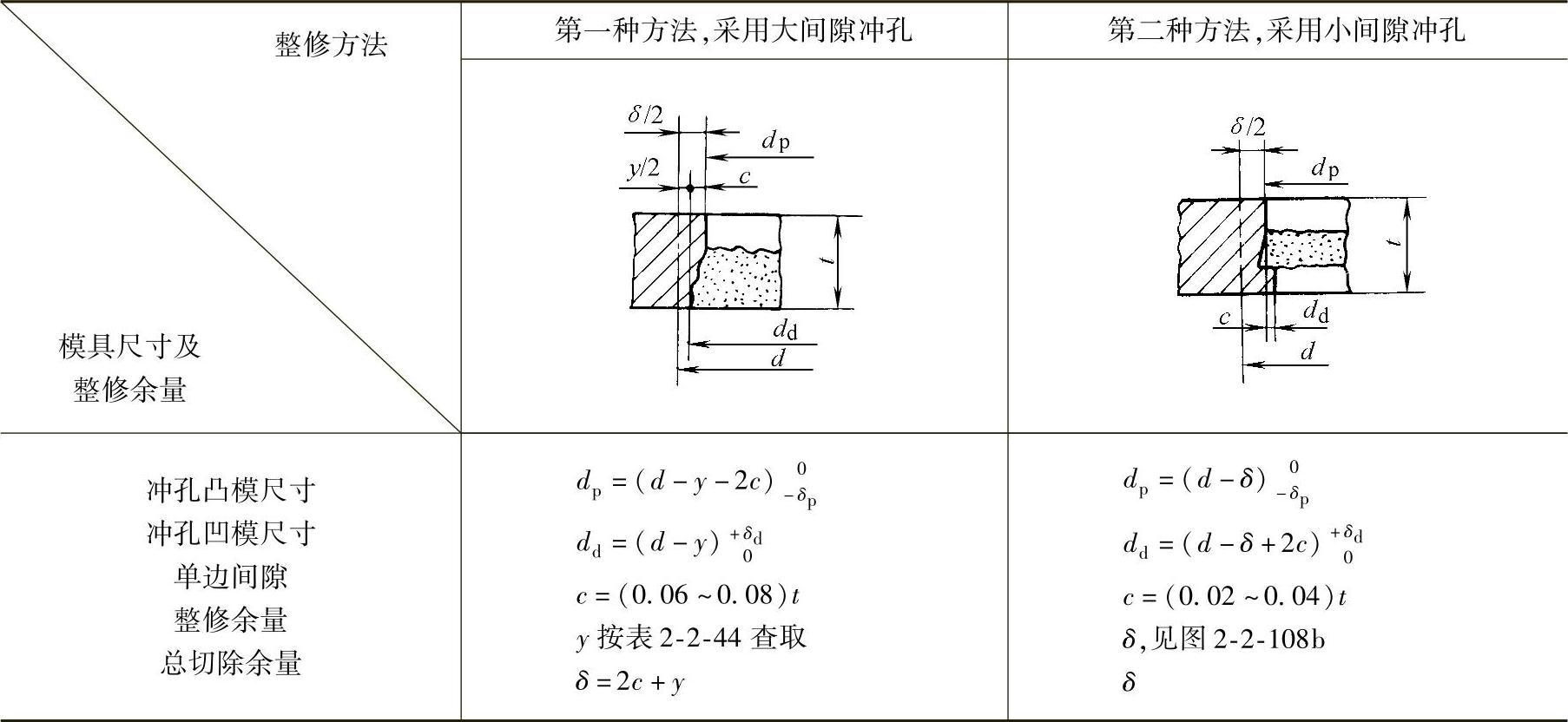
注:d——整修孔的基本尺寸;其余同表2-2-50。
表2-2-47 整修工序次数
 (https://www.xing528.com)
(https://www.xing528.com)
3.整修力
整修时所需的力可按下式近似计算
Pz=L(δ+0.1tn)τb(2-2-33)
式中L——整修周边长度(mm);
δ——总切除余量(mm);
n——同时卡在凹模内的零件数;
t——材料厚度(mm);
τb——材料抗剪强度(MPa)。
4.整修模工作部分尺寸计算
整修模工作部分尺寸计算公式见表2-2-48。
5.其他整修方法
(1)挤光整修 挤光的外缘整修是将普通冲裁得到的毛坯强迫推入带有圆角或锥形凹模(见图2-2-110)洞口内,采用表面塑性变形的办法,以获得整齐而光洁的断面。单边挤光余量小于0.04~0.06mm。这种工艺一般只适用于软材料,其质量比切削整修工艺略低。
凹模工作部分尺寸的确定与整修模相同,但由于这种方法工件的弹性变形较大(如尺寸在30mm内的工件,其弹性变形量可达0.01~0.025mm),而且随整修工件的厚度增加而增加,所以确定凹模尺寸时,应予考虑。凸模比凹模尺寸大(0.1~0.2)t。
表2-2-48 整修模工作部分尺寸计算
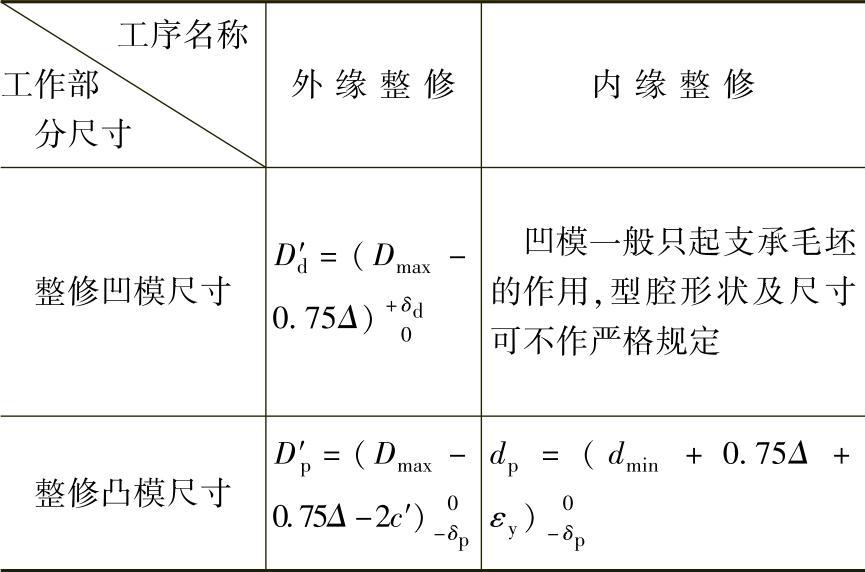
注:Dmax——整修件的最大极限尺寸(mm);
dmin——整修件的最小极限尺寸(mm);
Δ——整修件的公差(mm);
c′——整修模单边间隙,2c′=0.01~0.025mm;
δp、δd——凸、凹模制造公差(mm),δp=0.2Δ,
δd=0.25Δ;
εy——整修后孔的收缩量
对于铝:εy=0.005~0.01mm;
黄铜:εy=0.007~0.012mm;
软钢:εy=0.008~0.015mm。
用芯棒或滚珠精压的内缘整修(见图2-2-111)。其加工过程是利用凸模的压力,使硬度很高(63~66HRC)的钢质滚珠(或心棒)强行通过工件上尺寸比要求值小一些的孔,将孔表面压平。它不但可以利用滚珠加工圆形孔,而且可以利用芯棒加工带有缺口等非圆形孔。
(2)叠料整修 用一般整修方法,因间隙极小,要求模具制造精度高,而且还有一个最佳整修余量的选择问题。所以通过一次整修不一定能得到光滑的表面,采用叠料整修可避免上述问题。叠料整修是将两件毛坯重叠在一起,且凸模直径大于凹模直径,凸模是隔着一件毛坯对正在进行整修的毛坯加压。当整修进行到毛坯板厚的2/3~3/4时,再送入第二件毛坯,进行下一次整修行程(见图2-2-112)。由于整修时凸模不进入凹模,所以模具制造容易。适于整修的材料与加工余量范围均较一般整修方法宽。其缺点是在下一行程的毛坯进入之后,就必须除去切屑,所以要有相应的措施,可采用在凹模端面上加工出10°~15°的前角或断屑槽,以及用高压的压缩空气吹掉切屑。其次是毛刺大。
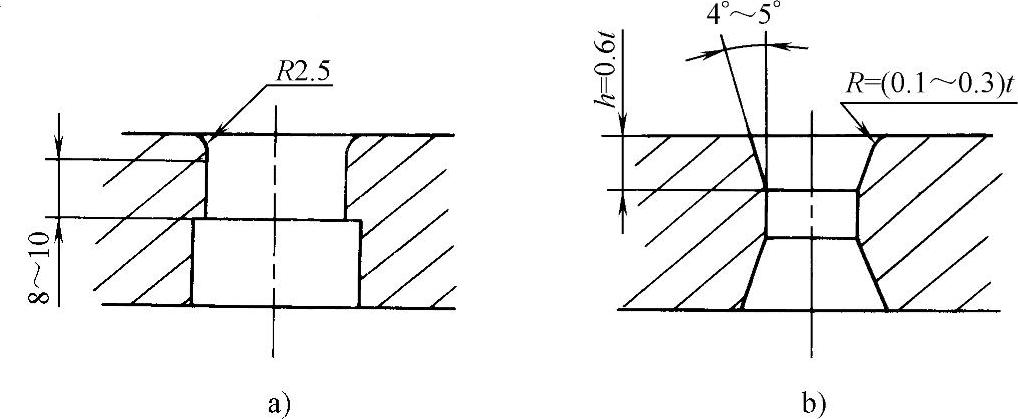
图2-2-110 挤光凹模
a)带圆角凹模 b)锥形凹模
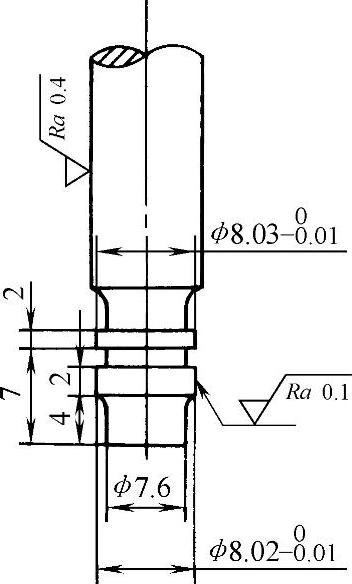
图2-2-111 冲孔兼精压凸模
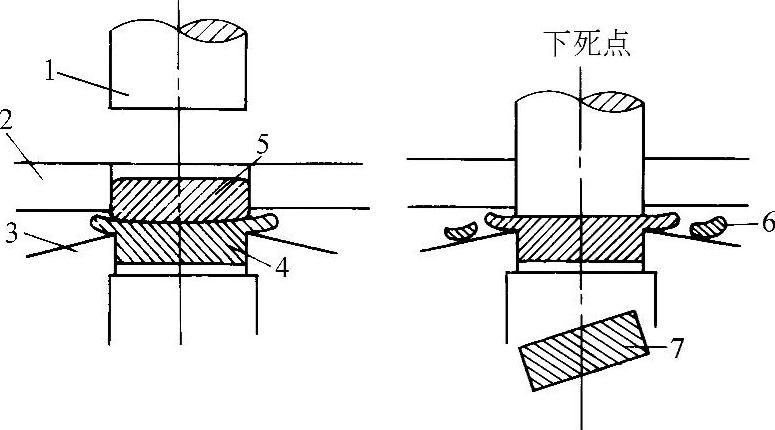
图2-2-112 叠料整修
1—凸模 2—导向板 3—凹模(带前角) 4—最初的坯件修整到板厚的2/3~3/4 5—下一次修整的重叠坯件 6—切屑 7—制件
(3)振动整修 对于凸轮、齿轮一类具有复杂外形的小型高精度零件,还可以在带振动滑块的特种振动压力机上进行振动整修,在这种压力机的滑块上装着第二个电动机,以保证连接在这个滑块上的凸模产生振动。安放在整修凹模上的零件,当压力机每次行程送进0.05~0.06mm时,每分钟承受1200~2000次短促的冲击。振动整修的变形只在被加工金属的较小体积内扩展,避免了前导裂纹的伸展和撕裂现象的发生,同时还由于冲模刃口振动刮削的作用,使剪切面光洁并减小零件的变形。整修后零件的尺寸精度可达0.05~0.01mm,表面粗糙度Ra为0.4~0.8μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。