



【摘要】:在排样方法及搭边值确定之后,就可计算条料宽度和导尺间距离。条料宽度的确定与模具是否采用侧压装置或侧刃有关。表2-2-18 送料最小间隙z有侧刃图2-2-61 有侧刃的冲裁模条料宽度:导尺间距离:式中L——垂直于送料方向的工件尺寸;n——侧刃数;b——侧刃裁切的条边宽度,见表2-2-19;y——冲切后的条料宽度与导尺间的间隙,见表2-2-19。
在排样方法及搭边值确定之后,就可计算条料宽度和导尺间距离。
条料宽度的确定与模具是否采用侧压装置或侧刃有关。确定的原则是,最小条料宽度要保证冲裁时工件周边有足够的搭边值;最大条料宽度能在导尺之间顺利送进,并与导尺之间有一定间隙。
(1)有侧压装置(见图2-2-59)

图2-2-59 有侧压冲裁模
条料宽度:

导尺间距离:
A=B+z=D+2a+Δ+z
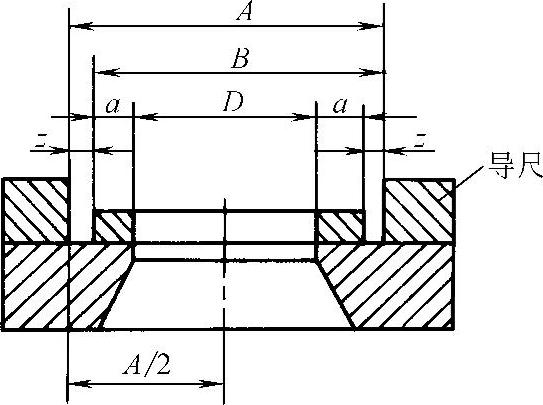
图2-2-60 无侧压冲裁模
(2)无侧压装置(图2-2-60)条料宽度:

导尺间距离:

式中B——条料宽度的基本尺寸(mm);
D——垂直于送料方向的工件最大尺寸(mm);
a——侧搭边值(mm),查表2-2-15或表2-2-17;(https://www.xing528.com)
z——条料与导尺间的最小间隙(mm),查表2-2-18;
Δ——条料宽度的单向偏差(mm),见表2-1-3。
表2-2-18 送料最小间隙z(单位:mm)

(3)有侧刃(见图2-2-61)
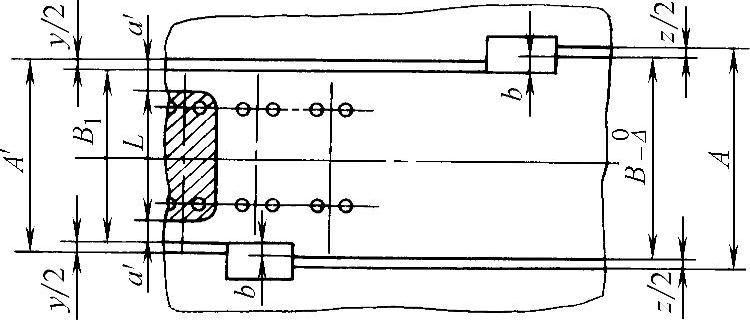
图2-2-61 有侧刃的冲裁模
条料宽度:

导尺间距离:
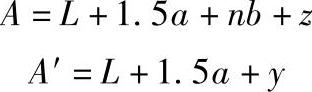
式中L——垂直于送料方向的工件尺寸(mm);
n——侧刃数;
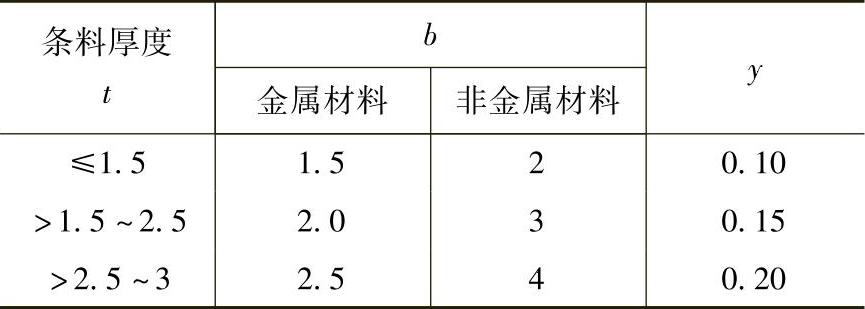
b——侧刃裁切的条边宽度(mm),见表2-2-19;
y——冲切后的条料宽度与导尺间的间隙(mm),见表2-2-19。
表2-2-19b,y值(单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。