



在大批大量生产中,原材料费用往往占冲压件成本的60%~80%之多,所以节省材料(尤其是有色金属和贵重材料)的消耗,对降低冲压件的成本有着显著的经济效果。
冲裁件在条料上的布置方法叫排样。排样合理与否不仅直接影响材料的经济利用,还会影响模具结构与寿命、冲压生产率、工件精度、生产操作方便与安全等。
通常用材料利用率作为衡量材料经济利用程度的指标。
单个零件的材料利用率:
条料的材料利用率:
板料的材料利用率:

式中A——冲裁件面积(mm2);
B——条料宽度(mm);
h——送料进距(mm);
n1——一个进距内冲件数;
n2——一条条料上冲件总数;
n3——一张板料上冲件总数;
L——条料长度(mm);
L0——板料长度(mm);
B0——板料宽度(mm)。
 (https://www.xing528.com)
(https://www.xing528.com)
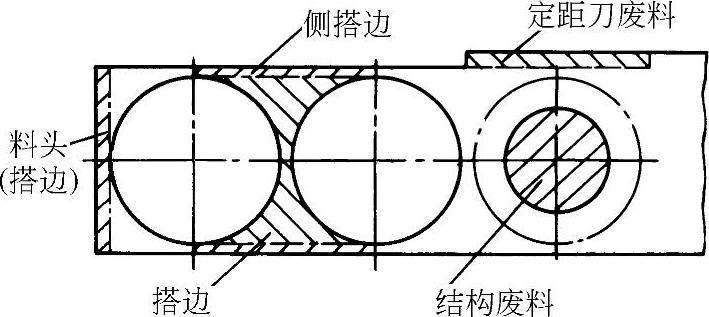
图2-2-41 废料种类
条料冲裁时,所产生的废料包括工艺废料和结构废料两种(见图2-2-41)。工件之间和工件与条料侧边之间存在的搭边,定位需要切去的料边与定位孔,以及料头和料尾废料,均称为工艺废料。由于工件结构形状的需要,如工件内孔的存在而产生的废料,称为结构废料。
排样方法按有、无废料可分为三种:
(1)有废料排样 沿工件全部外形冲裁。工件与工件之间,工件与条料侧边之间都存在搭边废料(见图2-2-42a)。
(2)少废料排样 沿工件的部分外形冲裁,只局部有搭边与余料(见图2-2-42b)。
(3)无废料排样 工件与工件之间,工件与条料侧边之间均无搭边废料,条料以直线或曲线的切断而得到工件(见图2-2-42c)。
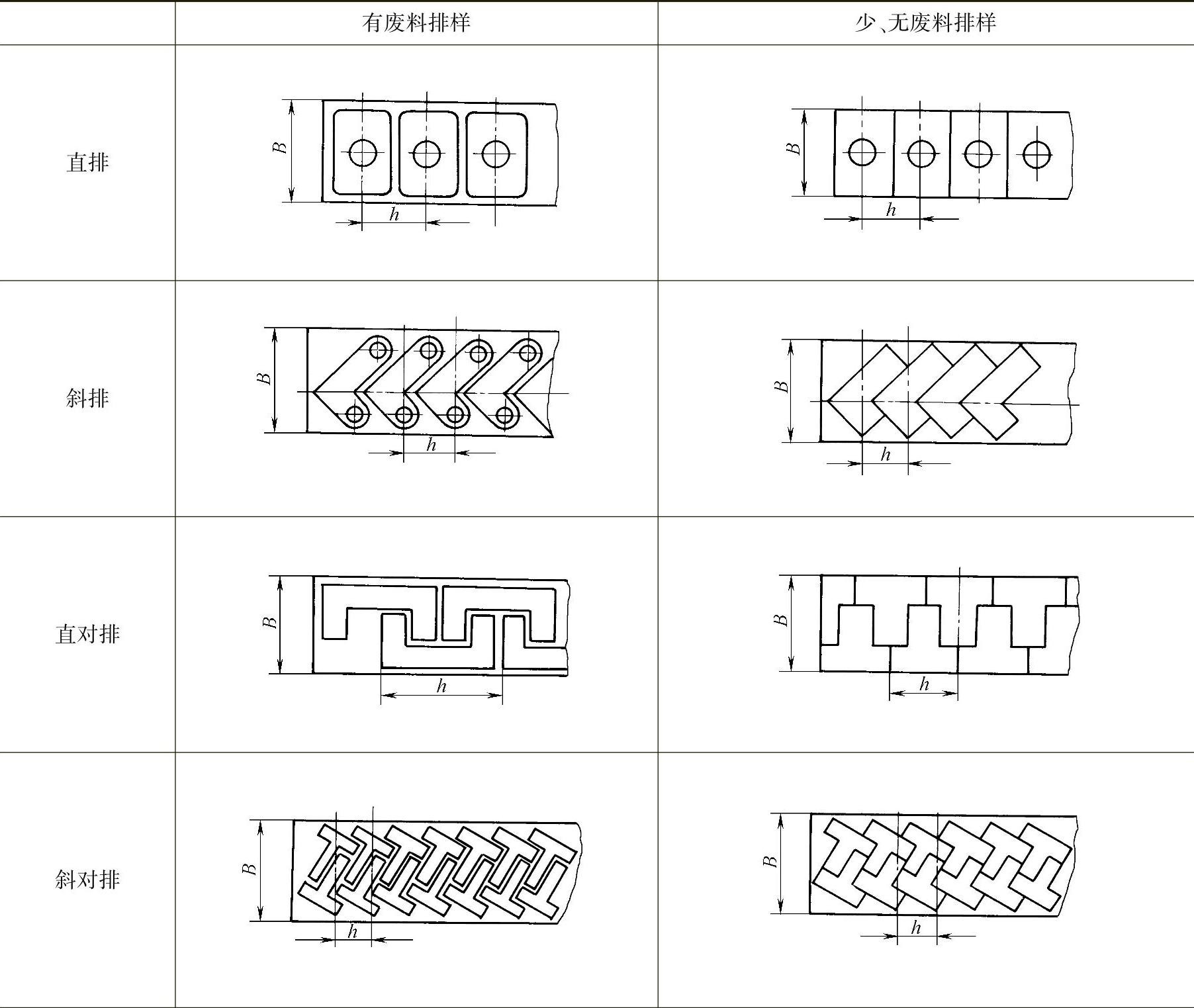
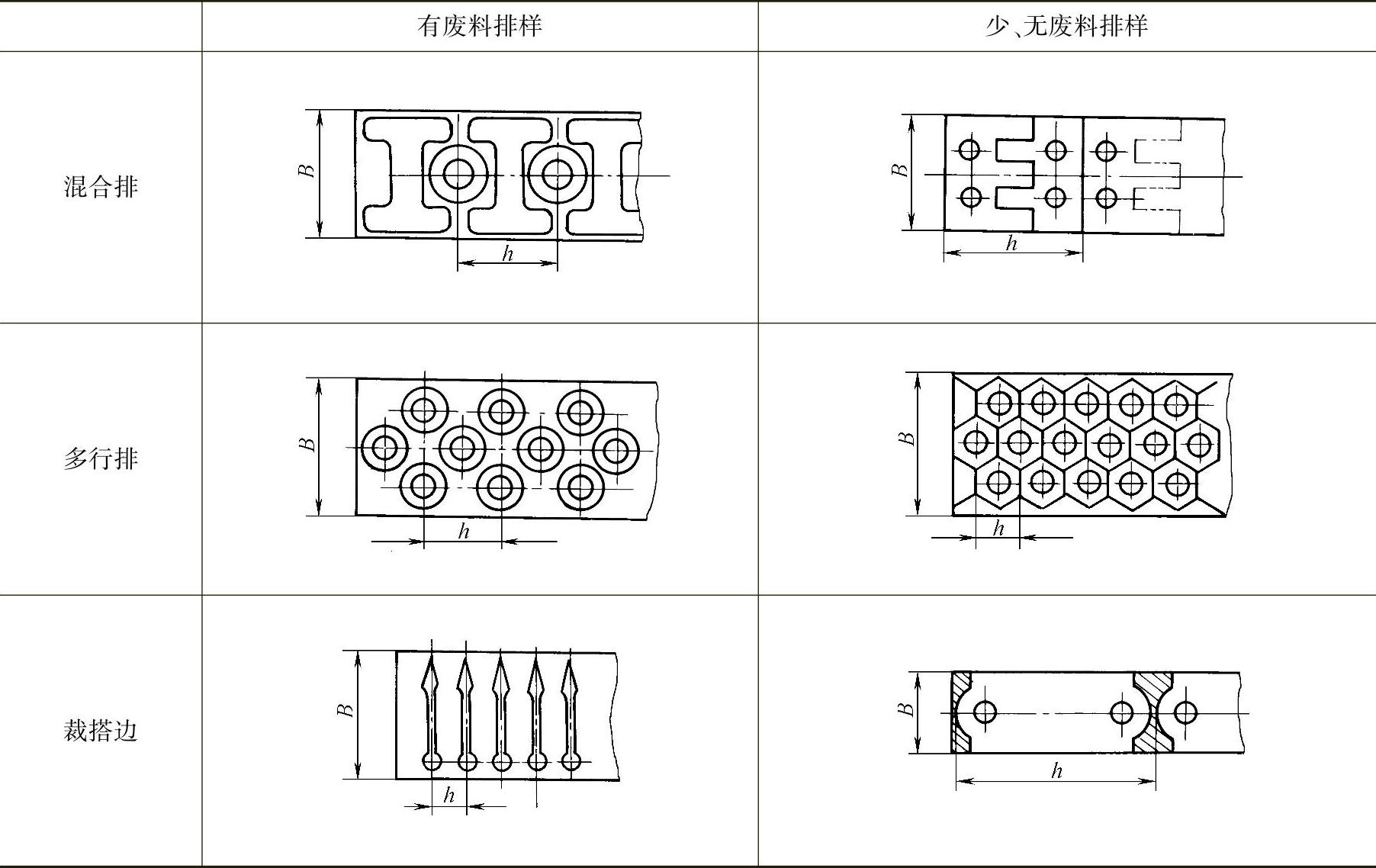
有废料、少废料和无废料排样的形式,按工件的外形特征又可分为直排、斜排、直对排、斜对排、混合排、多行排及裁搭边等,见表2-2-14。
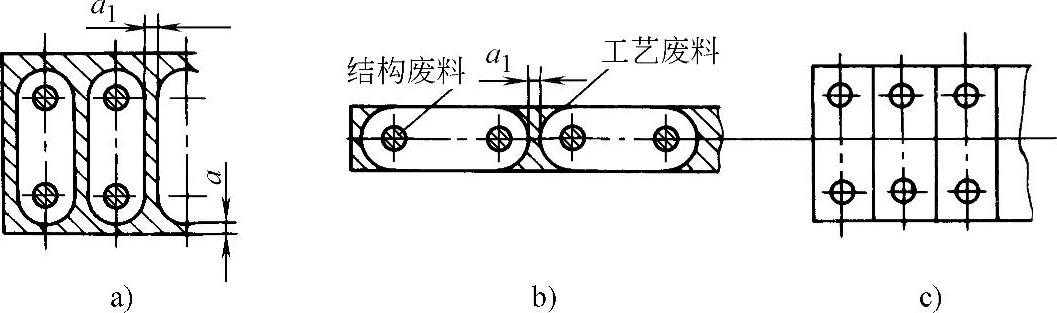
图2-2-42 排样方法
a)有废料排样 b)少废料排样 c)无废料排样
表2-2-14 排样形式的分类
(续)
由板料裁成条料的裁板方法可分为纵裁、横裁和组合裁。纵裁是沿板料长度L0方向剪切;横裁是沿板料宽度B0方向剪切;组合裁则是既沿L0方向,又沿B0方向剪切,使余料最少(见图2-2-43)。
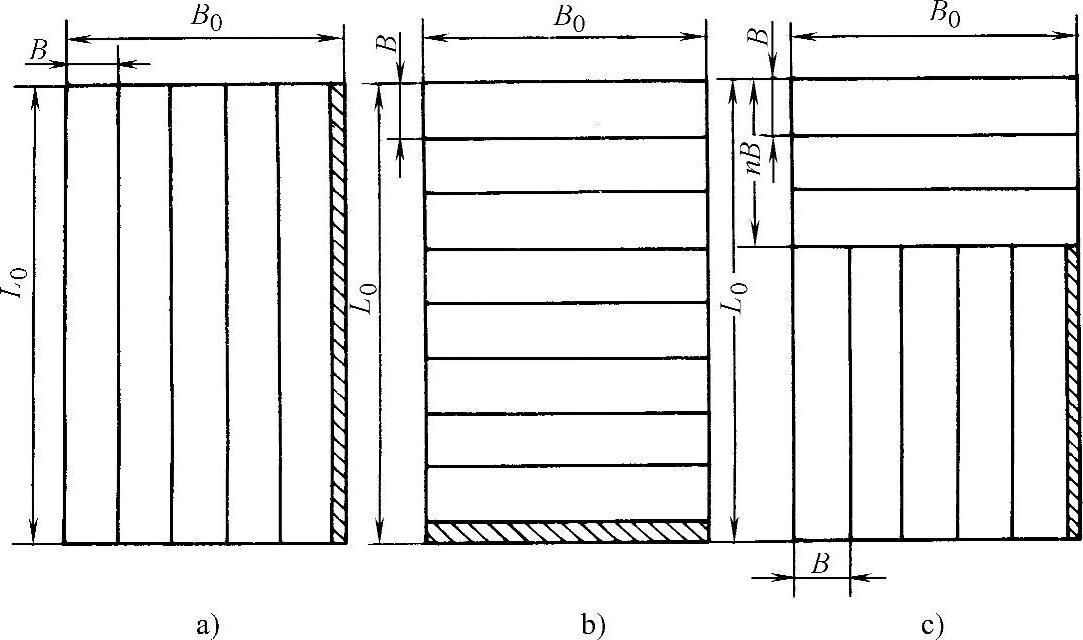
图2-2-43 裁板方法
a)纵裁 b)横裁 c)组合裁
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。