



【摘要】:而冲裁力与抗剪强度成正比例,故冲裁力亦随间隙的增大而成比例地减小。但当间隙大到一定值时,由于上、下裂纹不重合,抗剪强度下降甚微,甚至有回升趋势[8]。图2-2-27 抗剪强度与间隙、板厚的关系1—t=0.5mm 2—t=1.0mm 3—t=1.6mm图2-2-28 卸料力和间隙的关系3.冲裁功冲裁功是指力-行程曲线(示功图)下面所包围的面积。
从省力节能角度出发,选用中等和大间隙会收到良好效果,这时,冲裁力、卸料力、推件力和冲裁功都较小。
1.冲裁力
一般来说,间隙增大,剪切区压应力降低拉应力增大,裂纹容易产生,抗剪强度就变小。而冲裁力与抗剪强度成正比例,故冲裁力亦随间隙的增大而成比例地减小。但当间隙大到一定值时,由于上、下裂纹不重合,抗剪强度下降甚微,甚至有回升趋势[8](见图2-2-27)。
2.卸料力和推件力
图2-2-28所示为间隙和卸料力的关系曲线[12],无论是软钢、不锈钢、黄铜或铝合金,当间隙为料厚的20%左右时,卸料力具有最小值。间隙小于料厚的10%或大于料厚的30%时,卸料力均急剧增加。当间隙大于料厚的10%~15%时,冲裁完后,由于冲裁件尺寸因拉伸变形产生回弹而缩小,不再堵塞在凹模中,使推件力近于零。
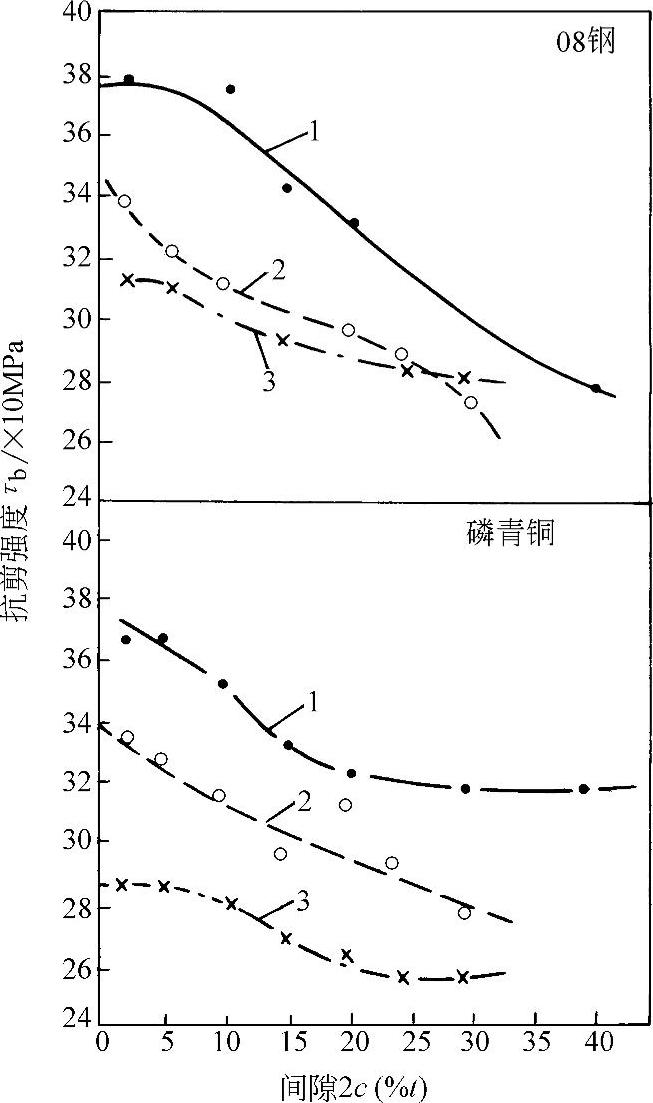
图2-2-27 抗剪强度与间隙、板厚的关系
1—t=0.5mm(Dd/t=40) 2—t=1.0mm(Dd/t=20) 3—t=1.6mm(Dd/t=12.5)(https://www.xing528.com)
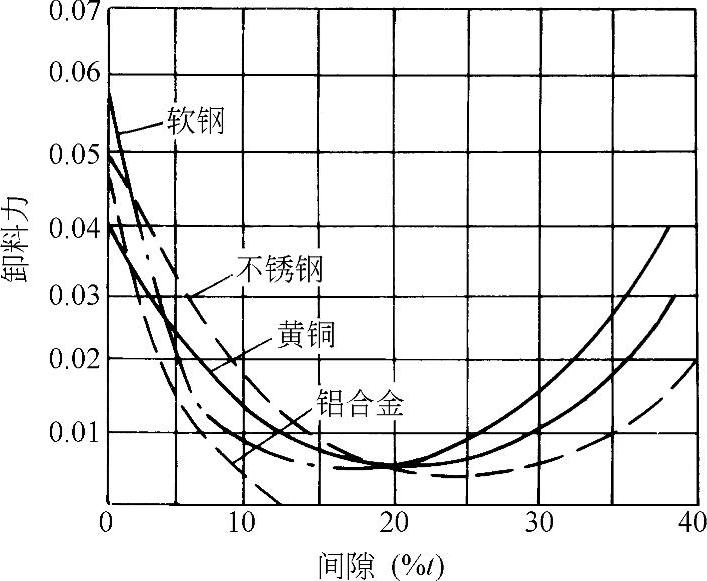
图2-2-28 卸料力和间隙的关系
3.冲裁功
冲裁功是指力-行程曲线(示功图)下面所包围的面积。冲裁功是选定或校核压力机主电动机功率的主要依据。
冲裁功随间隙的变化而略有波动,间隙过小或过大,冲裁功都会增加。间隙合适时,使上、下裂纹相遇重合,冲裁功最小[8](见图2-2-29)。
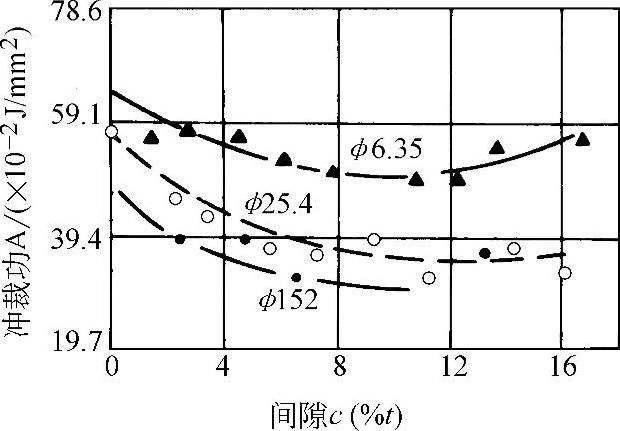
图2-2-29 剪切功和间隙的关系 材料:3.3mm厚黄铜板材料固定圆孔冲裁
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。