



冲裁时,将材料置于凹模上,凸模下降使材料变形,直至全部分离。在无压紧装置冲裁时,材料所受的力如图2-2-1[4]所示,主要包括:
Pp、Pd——凸模与凹模对材料垂直作用的压力;
Fp、Fd——凸模与凹模对材料水平作用的压力;
μPp、μPd——凸模与凹模端面对材料的摩擦力;
μFp、μFd——凸模与凹模侧面对材料的摩擦力。
由于凸模与凹模之间存在间隙c,使凸模与凹模的垂直作用力Pp与Pd不在一直线上,而存在力臂a,故产生弯矩M。此弯矩使材料在冲裁时产生穹弯,并与侧压力Fp、Fd所形成的抗弯矩M′在冲裁过程中的每一瞬时维持平衡。材料穹弯的结果,使模具与材料仅在刃口附近的狭小区域内保持接触,接触面宽度约为板料厚度的0.2~0.4倍,且凸模与凹模作用于材料的垂直压力呈不均匀分布,随着向模具刃口靠近而急剧增大(见图2-2-1)。
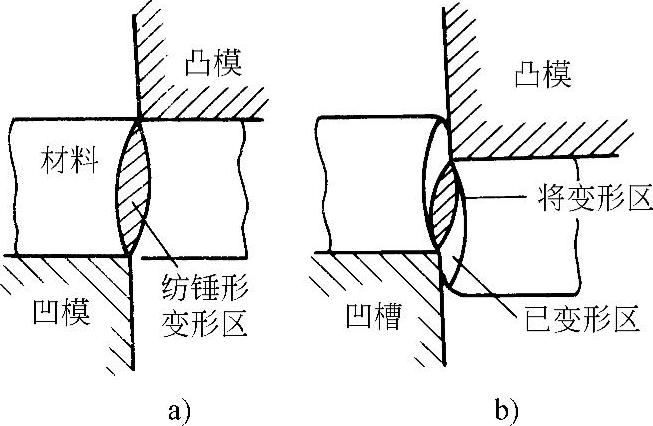
冲裁时的剪切变形区是以凸模和凹模刃口连线为中心的纺锤形区域[5](见图2-2-2a)。在此区域,材料的应力和应变近似于纯剪切,但各点的数值不同。随着凸模不断切入板料,变形区将发生错移(见图2-2-2b)。
冲裁时,由于板料弯曲的影响,剪切区的应力状态是复杂的,且与变形过程有关,对于无卸料板压紧材料的冲裁,塑性变形阶段的应力状态如图2-2-3所示[4]。
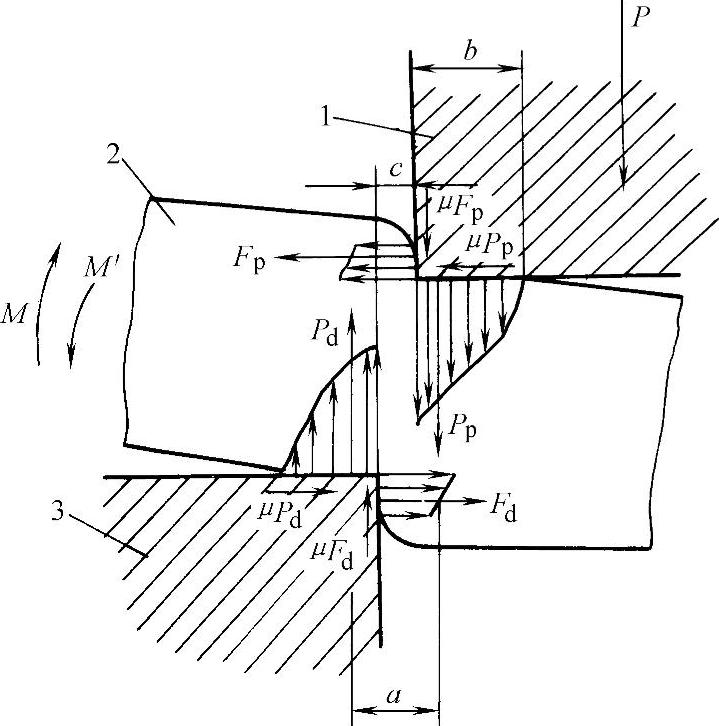
图2-2-1 模具刃口作用于被加工材料上的力
1—凸模刃口 2—板料 3—凹模刃口
 (https://www.xing528.com)
(https://www.xing528.com)
图2-2-2 剪切变形区
a)初始阶段 b)剪切过程中
只有当两主应力的绝对值相等(σ1=σ3)时,才是纯剪切。而实际上纯剪切的条件是较难实现的。故在一般情况,剪切的同时,还伴随着纤维的弯曲和拉伸。
从A、B、C、D、E各点的应力状态可看出,凸模与凹模端面(即B与D点处)的静水压力(球压张量)高于侧面(A、E点处)。
这一结论与日本学者岩田一明用有限元法计算出的静水压力分布(见图2-2-4a、b)[11]基本相符。图2-2-4a、b所示分别是凸模压入深度与材料厚度之比为3.76%和25%时变形区的静水压力分布图。从图中可看出模具端面静水压力比侧面高,而凸模端面处又比凹模端面处高。另外,还可看出随凸模行程的增加,变形区中间由静水拉力状态转入低静水压力状态,而凹模侧面区是静水拉力场。
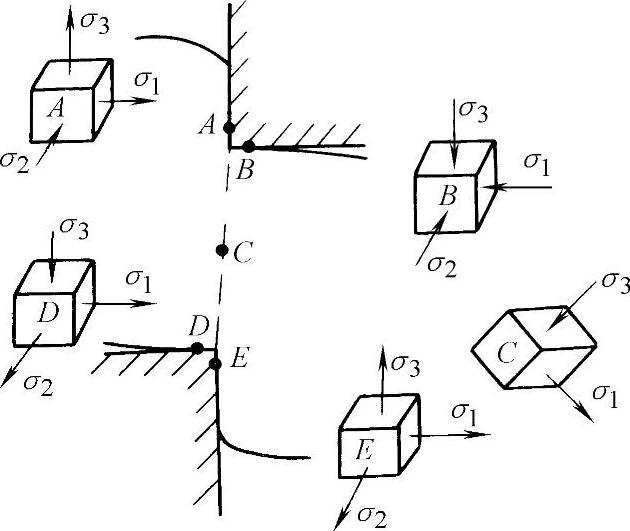
图2-2-3 剪切区应力状态图
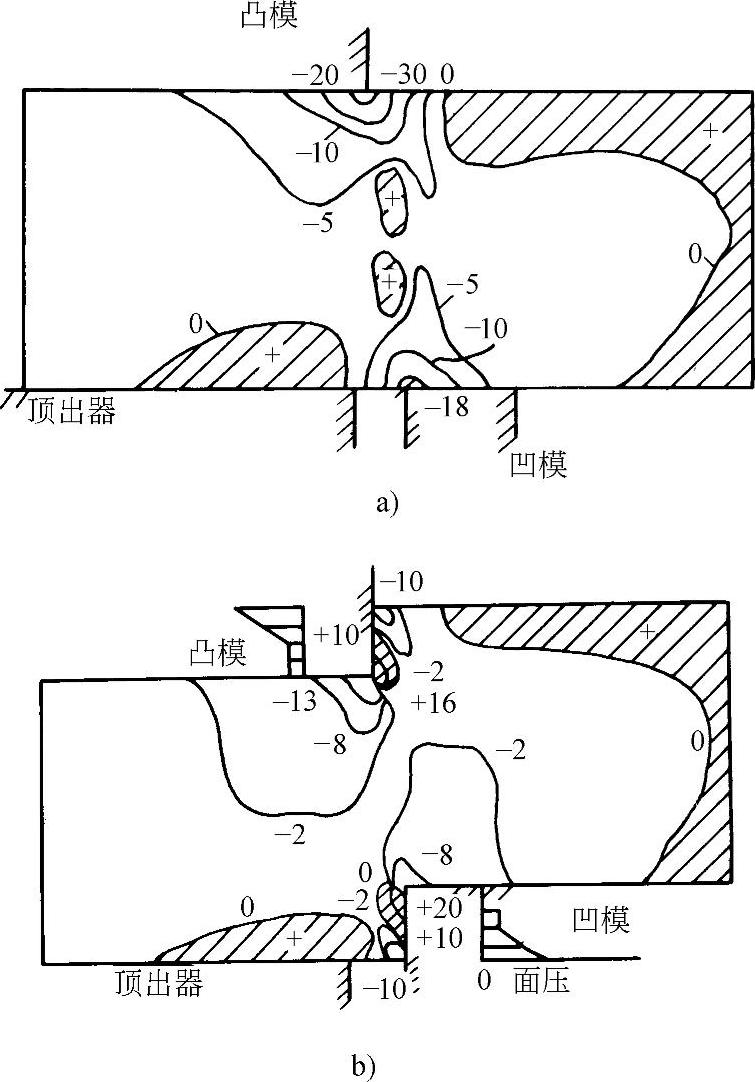
图2-2-4 静水压力分布
a)凸模行程比为3.76% b)凸模行程比为25%
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。