



【摘要】:滚剪是以一对圆盘剪刀的转动来完成剪料工作的。利用滚剪能剪圆形或曲线形的特点,某些小批生产的大型冲压件,可用它代替冲模下料或切边,但剪切质量及生产率都不高。表2-1-8 滚剪剪切条料的最小宽度偏差[9]选用圆盘剪板机时,主要的额定工艺参数是容许剪切的最大厚度。用圆盘剪来剪切曲线轮廓的毛坯时,还需知道剪板机容许剪切的最大直径和最小曲率半径。例如Q23—4×1000型双盘剪板机,可剪的最大板厚为4mm,最大直径为1000mm。
滚剪是以一对圆盘剪刀的转动来完成剪料工作的。滚剪可以沿直线剪切,也可以沿曲线剪切。在大量生产中采用多对圆盘剪刀剪切条料或带料,生产效率相当高。利用滚剪能剪圆形或曲线形的特点,某些小批生产的大型冲压件,可用它代替冲模下料或切边,但剪切质量及生产率都不高。
按照圆盘的配置方法可分为三种[9],如图2-1-7所示。直配置适用于将板料剪裁成条料,或将方坯料剪切成圆坯料;斜直配置适用于剪裁圆形坯料或圆内孔;斜配置适用剪裁任意曲线轮廓的坯料。
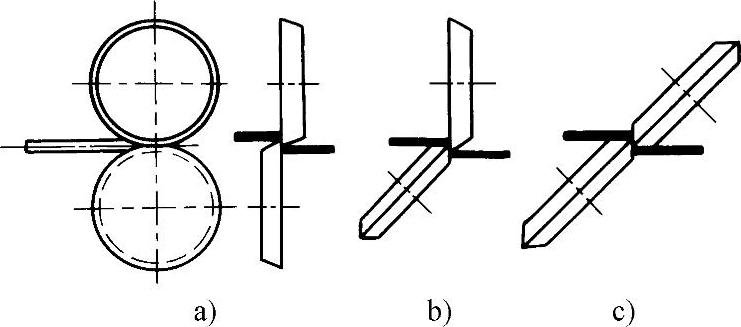
图2-1-7 滚剪形式
a)直配置 b)斜直配置 c)斜配置
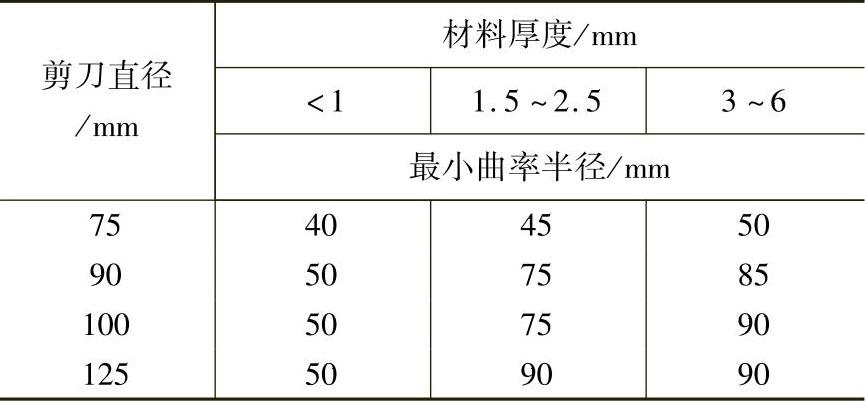
滚剪时,上下剪刃的间隙取决于被剪切板料的厚度,一般取0.05~0.2mm。用滚剪剪切曲线轮廓毛坯时,其曲率半径有一定的限制,最小曲率半径与剪刀直径、板料厚度有关。圆盘剪剪裁的最小曲率半径可查表2-1-7。
表2-1-7 圆盘剪剪裁的最小曲率半径[9](https://www.xing528.com)
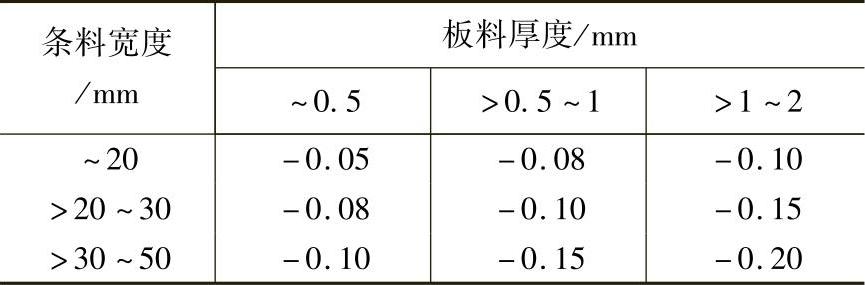
滚剪剪切条料的最小宽度偏差见表2-1-8。
表2-1-8 滚剪剪切条料的最小宽度偏差[9]
选用圆盘剪板机时,主要的额定工艺参数是容许剪切的最大厚度。用圆盘剪来剪切曲线轮廓的毛坯时,还需知道剪板机容许剪切的最大直径和最小曲率半径。例如Q23—4×1000型双盘剪板机,可剪的最大板厚为4mm,最大直径为1000mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。