



【摘要】:图2-1-5 斜刃剪的剪切力曲线斜刃剪切功可按下式计算[1]:薄板:厚板:式中Ws——斜刃剪切功;Ps——斜刃剪切力;h——剪切行程;B——板料宽度;φ——上刃口倾斜角(°);h0——当出现最大剪切力时,刀口切入材料的深度,可由表2-1-2查得。
斜刃剪切力按下式计算:
Ps=KAτk由于

因此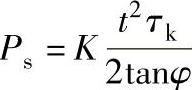
取K=1.3,则

式中Ps——斜刃剪切力(N);
A——剪切面积(mm2);
t——板料厚度(mm);
τk——材料抗剪强度(MPa);
Rm——材料抗拉强度(MPa);
φ——上刃口倾斜角(°);
K——安全系数,可取为1.0~1.3。
剪板机标定的主要规格是t×B,前者为最大容许剪切材料厚度,后者为最大容许剪切板料宽度。例如Q3×1000型剪板机的最大容许剪切料厚为3mm,料宽为1000mm。
由于剪板机设计时,一般是按剪切中等硬度材料(Rm=500MPa左右的25、30钢)来考虑的。如果剪切的材料Rm更高,则最大容许剪切板料厚度应按下式进行换算:

式中t——剪板机标定的容许剪切厚度(mm);
tmax——换算所得最大容许剪切厚度(mm);
Rm′——硬材料的抗拉强度(MPa)。(https://www.xing528.com)
也可用换算线图(图2-1-4)直接查得。
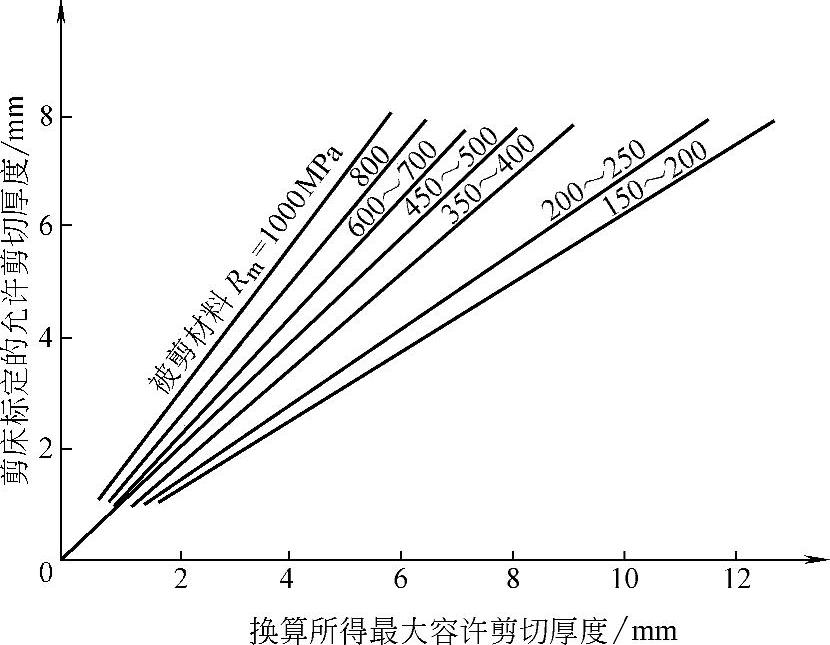
图2-1-4 最大容许剪切厚度换算线图
斜刃剪切时刀口与材料的接触长度只与料厚及倾角有关,而且剪切过程的大部分时间内,该接触长度不变。因此,在剪切的整个行程中,剪切力大体上是一个稳定值,如图2-1-5所示。
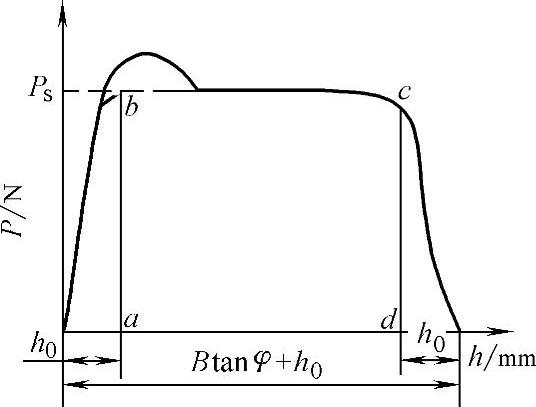
图2-1-5 斜刃剪的剪切力曲线
斜刃剪切功可按下式计算[1]:
薄板:
厚板:
式中Ws——斜刃剪切功(J);
Ps——斜刃剪切力(N);
h——剪切行程(mm);
B——板料宽度(mm);
φ——上刃口倾斜角(°);
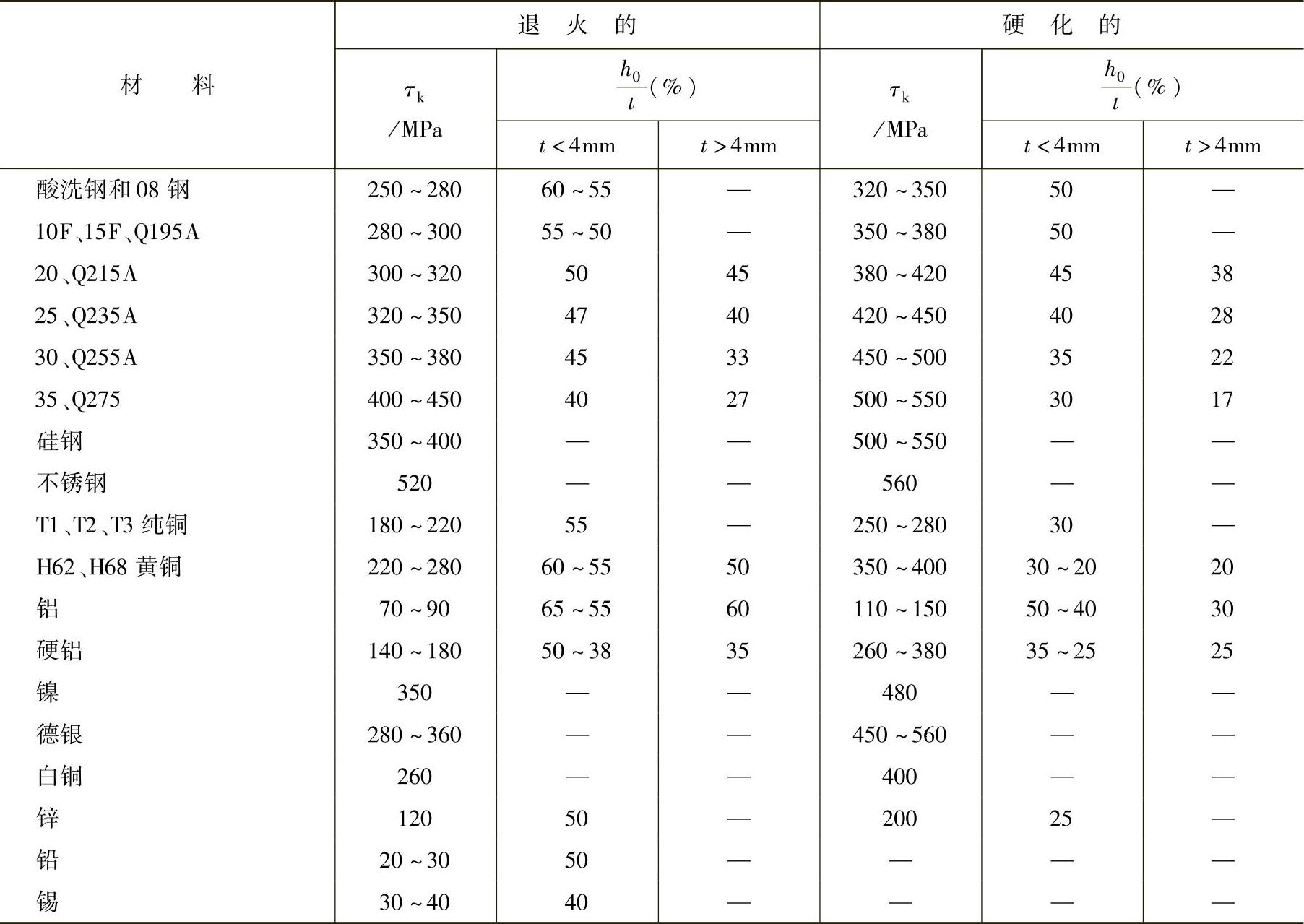
h0——当出现最大剪切力时,刀口切入材料的深度(mm),可由表2-1-2查得。
表2-1-2 各种材料的剪切强度与相对切入深度h0/t[1]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。