



【摘要】:系数K是考虑剪刃磨钝、间隙的波动和不均匀、材料力学性能的波动和板厚超差等因素,有使剪切力增加的趋势,一般可取K=1.3。在剪切过程中,剪切力是随着刃口切入材料深度h而变化的。因此剪切功可以矩形面积AB′C′D′代替[1],并用下式来计算式中W平刃剪切功;P最大剪切力;t板料厚度;Pp平均剪切力;m平均剪切力与最大剪切力的比值。
平刃剪切力按下式计算
P=KBlτk≈BtRm(2-1-1)
式中P——平刃剪切力(N);
B——板料宽度(mm);
t——板料厚度(mm);
τk——材料抗剪强度(MPa);
Rm——材料抗拉强度(MPa);
K——安全系数。
系数K是考虑剪刃磨钝、间隙的波动和不均匀、材料力学性能的波动和板厚超差等因素,有使剪切力增加的趋势,一般可取K=1.3。
在剪切过程中,剪切力是随着刃口切入材料深度h而变化的。剪切所需的功应为P-h曲线下所包容的面积,可按下式计算

因P=f(h)的函数关系不能用方程式表示,式(2-1-2)无法积分,因此实际计算时可用以下的分析方法求得。
将P-h曲线下的面积ABCD简化为矩形面积AB′C′D′(见图2-1-2)并使两者相等。因此剪切功可以矩形面积AB′C′D′代替[1],并用下式来计算(https://www.xing528.com)

式中W平刃剪切功(J);
P最大剪切力(N);
t板料厚度(mm);
Pp平均剪切力(N);
m平均剪切力与最大剪切力的比值。
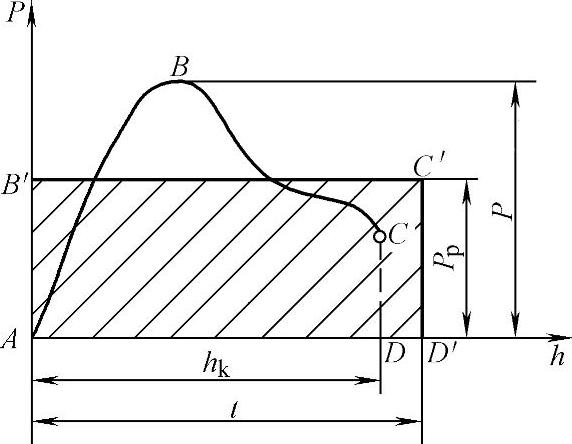
图2-1-2 剪切功分析计算法示意图
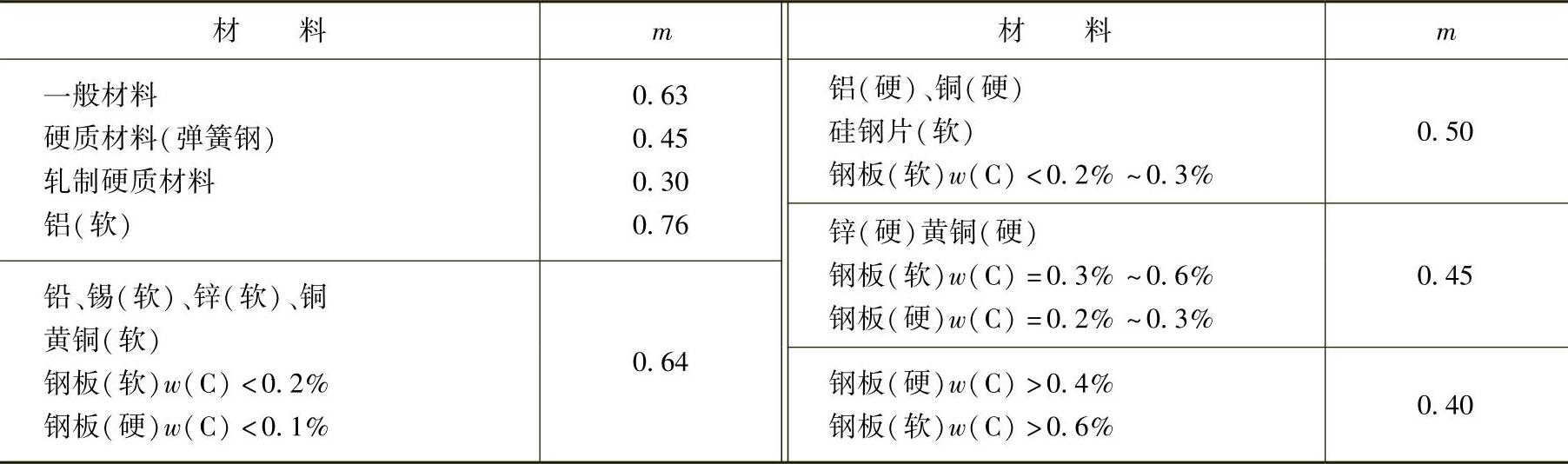
从试验可知,m值大致介于0.30~0.76之间,视材料性质与供应状态而定,可由表2-1-1查取。
表2-1-1 不同材料的m值[6]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。