



【摘要】:实测的成形极限图,由于选择的极限应变准则不同,可能得出破裂型、缩颈型等不同的成形极限图[18]。所以适用于冲压生产的成形极限图应该是缩颈型的。图1-3-39~图1-3-42介绍的几种板材的实测成形极限图都是缩颈型的,并且是在简单加载条件下得出的,可供生产中参考。因此,在使用已有的成形极限图时,应考虑变形因素的影响。
实测的成形极限图,由于选择的极限应变准则不同,可能得出破裂型、缩颈型等不同的成形极限图[18]。在冲压生产中一旦工件出现破裂或缩颈,都将成为废品或潜在的废品。所以适用于冲压生产的成形极限图应该是缩颈型的。
图1-3-39~图1-3-42介绍的几种板材的实测成形极限图都是缩颈型的,并且是在简单加载条件下得出的,可供生产中参考。
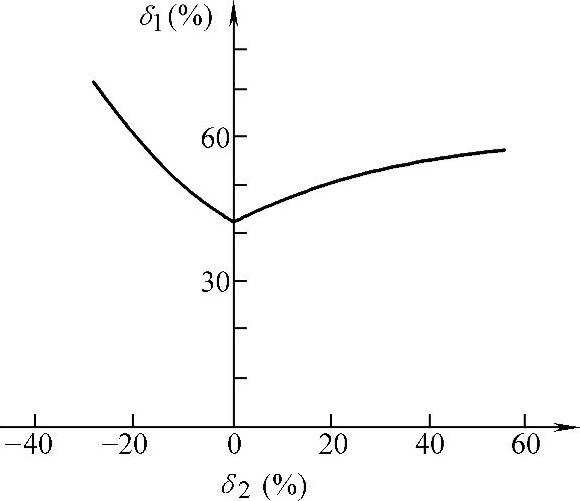
图1-3-39 国产08F钢板成形极限图[19](板厚1mm)
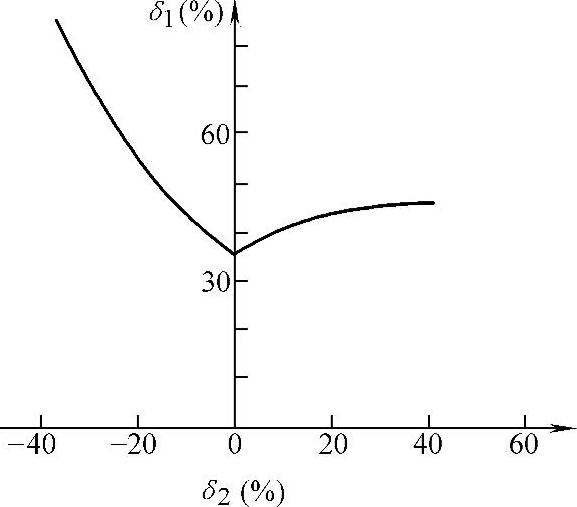
图1-3-40 国产15钢板成形极限图[19](板厚1mm)
说明:
1)图中某些国外牌号的板材,不一定能与国产板材一一对应,其化学成分和力学性能不完全相同,成形极限曲线必然有差异。(https://www.xing528.com)
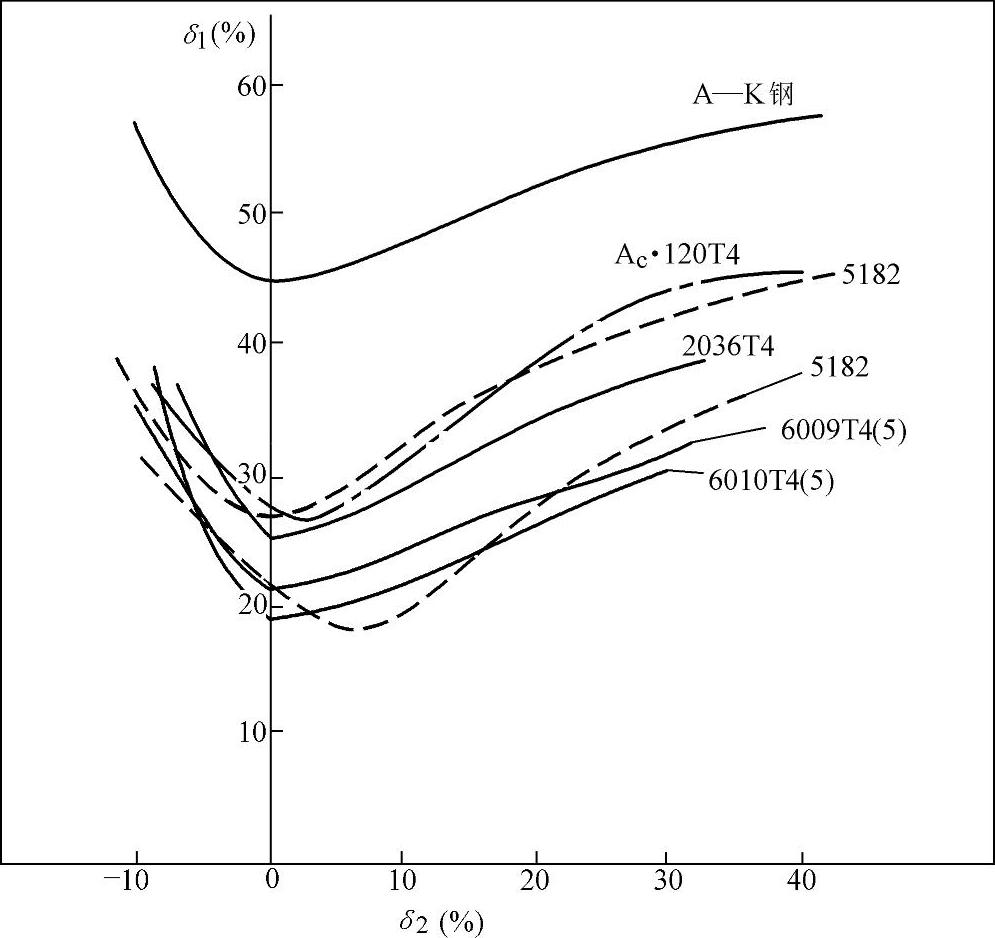
图1-3-41 几种汽车车身用钢板和铝板的成形极限图[20](板厚1~2mm)

图1-3-42 铜及铜合金板材的成形极限图[21](其中C110-2及C262-2为半硬状态;C260-3为硬状态;其余为退火状态;板厚0.5~0.8mm)
2)成形极限曲线的高低除直接决定于材料种类外,还受到很多变形因素影响。因此,在使用已有的成形极限图时,应考虑变形因素的影响。所列各图均系在室温下、小应变速率、简单加载条件、试件曲率半径80~100mm、板材厚度0.5~2mm条件下得出的(热处理状态查有关牌号)。
3)所列各图成形极限曲线均是用同一种工艺实验方法——Hecker所介绍的方法[22]测出的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。