



【摘要】:此时,可以用成形极限图来评价并进行控制。成形极限图的原理与基本形式如图1-3-23和图1-3-29所示。其实,成形极限图中也可描述出不同的应力状态。对于非轴对称零件的冲压成形,其变形区的应力状态是多种多样的。在实际生产中一次冲压成形过程一般可以近似看作简单加载。在以真实应变为坐标的成形极限图上,简单加载路径表现为由原点出发的一条直线。本节涉及的成形极限图若无特殊说明均指简单加载条件。图1-3-30 成形极限图与应力状态
板料拉伸试验所测得的材料特性值,各种工艺试验方法所获取的工艺参数,分别与冲压成形中基本变形工序有对应的某种相关关系,可以用于评价对应的冲压性能。但是,对于形状复杂的冲压件、非轴对称形状零件以及具有复合变形机理的冲压件,它们的成形极限就不能用某一个单一的特性值、公式、工艺参数来加以评价。此时,可以用成形极限图来评价并进行控制。
成形极限图的原理与基本形式如图1-3-23和图1-3-29所示。其中纵坐标ε1、横坐标ε2分别为圆形网格变化后长、短轴方向的对数应变值(有时也用相对应变值δ1、δ2表示)。对数应变又称真实应变。
其实,成形极限图中也可描述出不同的应力状态。对于非轴对称零件的冲压成形,其变形区的应力状态是多种多样的。不同的应力状态可用应力比m=σ2来表示。这里σ1是两个主应力中较大的一个;σ2σ1是两个主应力中较小的一个。因此,不同应力比的成形极限,可以在成形极限图上表示出来,如图1-3-30所示。
需要说明,成形极限曲线的高低与加载路径有关。在实际生产中一次冲压成形过程一般可以近似看作简单加载。在以真实应变为坐标的成形极限图上,简单加载路径表现为由原点出发的一条直线(见图1-3-30)。本节涉及的成形极限图若无特殊说明均指简单加载条件。(https://www.xing528.com)
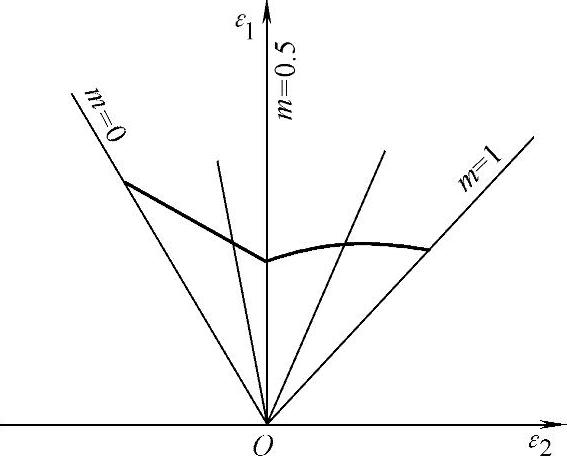
图1-3-30 成形极限图与应力状态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。