



弯曲性能中,成形极限当然是其主要内容,但成形精度问题(包括尺寸与形状)较之其他成形工序要更为突出和重要。关于弯曲性能的试验方法也比较多。下面,仅介绍最小弯曲半径试验与反复弯曲试验。
1.最小弯曲半径试验
最小弯曲半径是板料弯曲性能的主要评定尺度,一般用相对于板料厚度t的比值表示,即rmin/t。此比值越小,表明板材的弯曲性能越好。实际上,几种弯曲试验方法均是测出弯曲外表面不致产生破坏的最小弯曲半径。
(1)压弯法 如图1-3-18a所示,试件置于两个支柱上,用规定的压板逐渐加大压力进行压弯。支柱与试件接触面应光滑。支柱为圆柱面且半径大于10mm,两支柱之间的内距离是
b=2r+3t0假如包括芯轴的压板能与试件一起穿过两支柱之间,则能进行到180°的弯曲,即板料弯成两侧平行。
也可按图1-3-18b所示的方法进行180°弯曲,它是用厚度为两倍于弯曲半径的垫板使两侧压弯成平行。
贴合弯曲时,如图1-3-18c所示,取消180°弯曲中的垫板,逐渐加压,使试件两侧压靠。

图1-3-18 压弯试验法
a)基本压弯法 b)180°压弯 c)贴合压弯法
(2)卷弯法 卷弯法是将试件的一边固定,在另一边规定的位置上施加压力,使之逐渐弯曲。弯曲半径由芯轴控制,如图1-3-19a所示;或由模块控制,如图1-3-19b所示。
(3)模弯法 用弯曲模在冲床或液压机上进行弯曲试验,不仅可以测出最小弯曲半径,而且可以测出弯曲力及弯曲弹复值等实用数据。(https://www.xing528.com)
现行金属弯曲试验标准为GB/T 232—2010。
2.反复弯曲试验
这一弯曲性能试验方法,是将金属板料夹紧在专用试验设备的钳口内,左右反复折弯90°,直至弯裂为止。折弯的弯曲半径r越小、弯曲次数越多,表明板料的弯曲性能越好。
反复弯曲试验主要适用于鉴定厚度t≤5mm板料的弯曲性能。
反复弯曲试验装置及试验方法如图1-3-20所示,可参照国家标准GB/T 235—1999的规定。
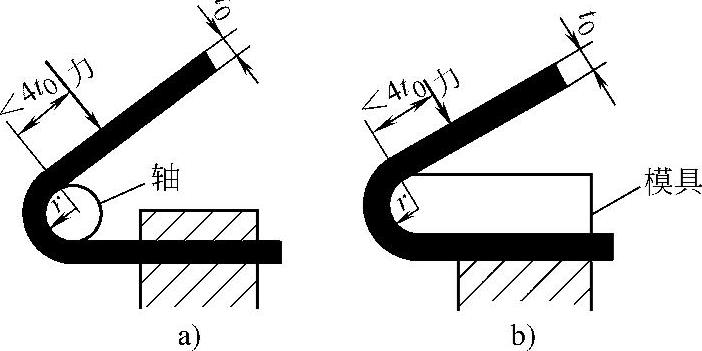
图1-3-19 卷弯试验法
a)用轴卷弯 b)用模块卷弯

图1-3-20 反复弯曲试验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。