



翻边与胀形一样,都是拉伸类冲压成形中的最基本工序。作为翻边性能的工艺试验方法,目前,主要采用的是扩孔试验。下面介绍两种扩孔试验。
1.K·W·I扩孔试验
K·W·I扩孔试验是由德国的Siebal和Pomp在1929~1930年建议,后经KWI研究所正规化后于1965年提出的。
其试验方法是:用有预加工小孔(小孔直径规定为扩孔冲头直径的30%)的平板坯料进行扩孔,至孔口边缘因孔径扩大而出现裂纹时止。用极限扩孔率λ值作为鉴定板材翻边性能的材料特性值(见图1-3-15)。
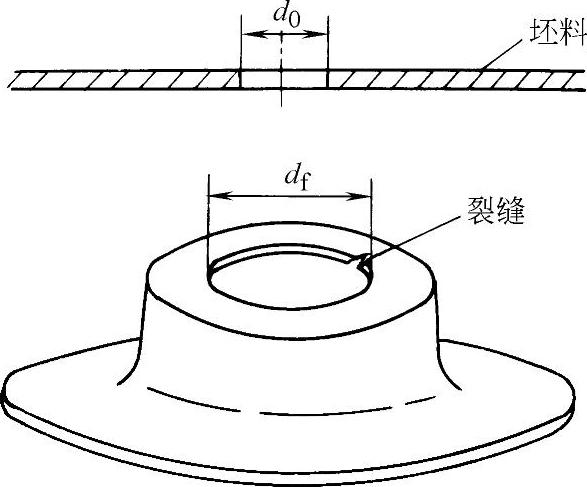
图1-3-15 扩孔试验
极限扩孔率λ值按下式计算
式中df——开始出现裂纹时的孔口直径;
d0——预加工小孔孔径。
显然,λ值越大,板材的翻边性能越好。
当材料因具有各向异性,扩大的孔变成非圆形状时,需测出孔径的最大值与最小值,然后再用其平均值进行计算。
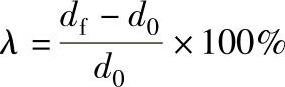
K·W·I试验装置及有关尺寸见图1-3-16及其附表。(https://www.xing528.com)
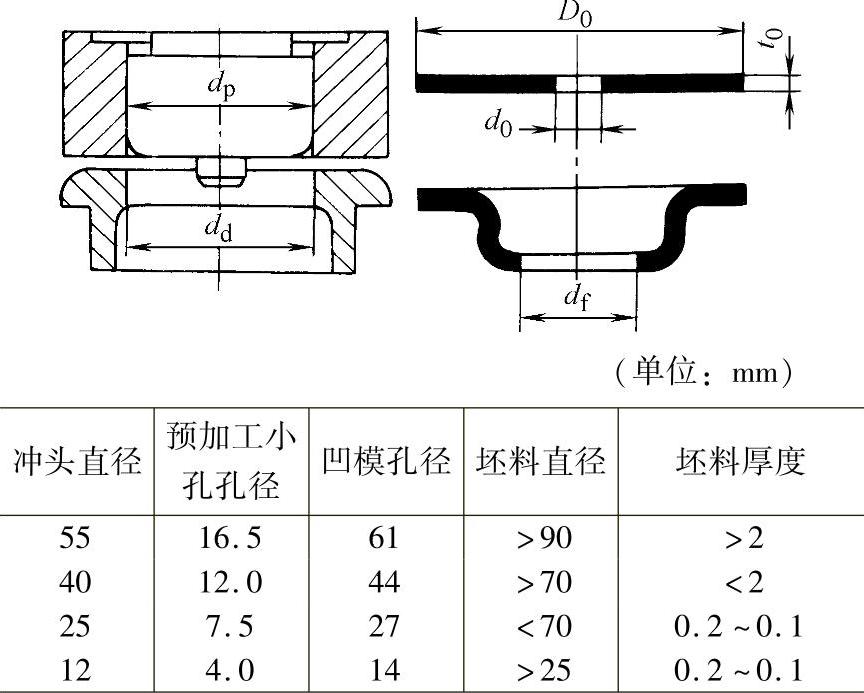
图1-3-16K·W·I扩孔试验装置及尺寸
2.福井、吉田扩孔试验
鉴于板材冲压成形性能的不断提高,在标准的K·W·I扩孔试验装置上进行扩孔试验,某些塑性很高的板料,在孔口边缘可能不产生裂纹。因此,为了加大各种板材的试验差值,提高试验精度,日本的福井伸二、吉田清太于1958年提出了另一种形式的扩孔试验——利用球形冲头的扩孔试验。
球形冲头扩孔试验装置及尺寸如图1-3-17所示,其中,预加工小孔孔径取为冲头直径的20%~25%。为了减小试验误差,规定该小孔须经铰孔或其他切削加工。
图1-3-17 球形冲头扩孔试验装置及尺寸
该试验结果的试验值,依然用极限扩孔率λ来表示,即

式中Ri——开始出现裂纹时的孔口半径;
ri——预加工小孔半径。
其评价意义也是λ值越大,板材的翻边性能越好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。