



胀形性能试验是历史较为悠久、操作简便、在目前仍然广泛采用的工艺试验方法,又称杯突试验或压穴试验。1914年由德国的A.E.Erichsen做了专用的试验设备,所以也叫Erichsen试验。以后,胀形试验不断发展、完善。现在,不仅很多国家有自己的试验标准,而且还出现了一些新的胀形试验方法。下面,介绍两种主要的胀形试验。
1.Erichsen(埃里克森)胀形试验
Erichsen胀形试验,我国称之为杯突试验。其胀形试验的装置如图1-3-11所示。试验时,先将平板坯料试件放在凹模平面上,用压边圈压住试件外圈,然后,用球形冲头将试件压入凹模。由于坯料外径比凹模孔径大很多,所以,其外环不发生切向压缩变形,而与冲头接触的试件中间部分坯料受到双向拉应力作用而实现胀形变形。
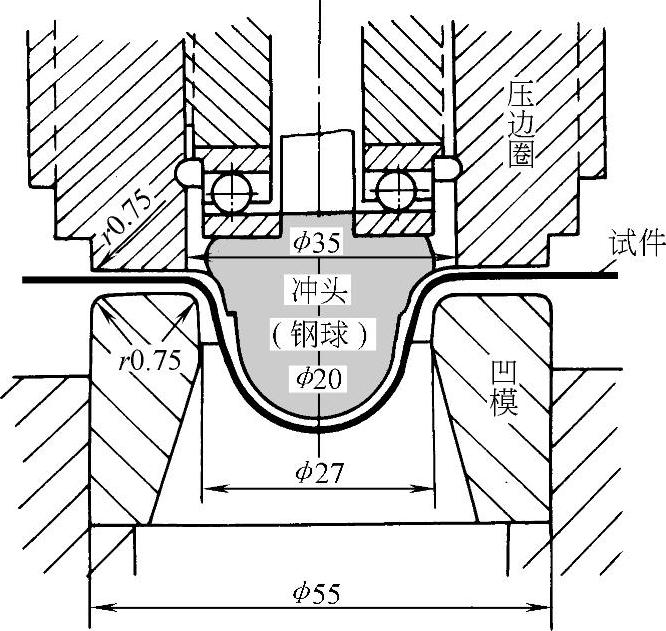
图1-3-11Erichsen胀形试验装置
在胀形中当试件出现裂缝时冲头的压入深度称为胀形深度或Erichsen试验深度,计为Er值。Er值作为评定板材胀形成形能力的一个材料特性值。实际上,胀形是典型的拉伸类成形工序,故Er值也是评定拉伸类冲压成形性能的一个材料特性值。很明显,Er值越大,胀形性能及拉伸类成形性能越好。
但是,Er值的影响因素很多,如板料的厚度、压边力大小、润滑条件及模具的表面粗糙度等对它都有影响。图1-3-12及图1-3-13所示为压边力及坯料外径对Er值影响的一般规律。
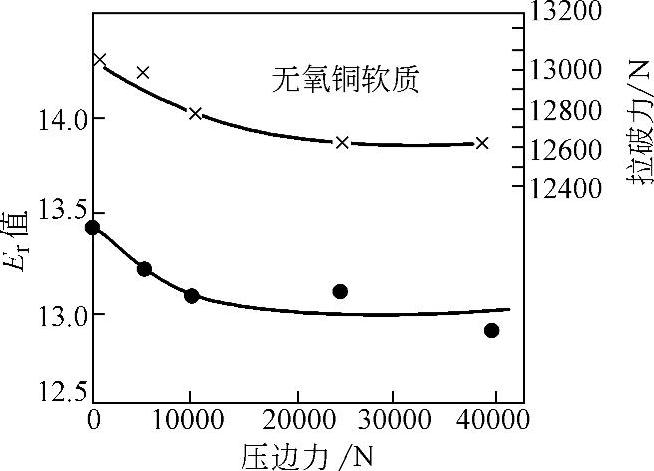
图1-3-12Er值随压边力的变化
此外,由于试验设备的不同、操作方法不同以及对裂纹判断之差异等都会影响试验的结果。(https://www.xing528.com)
2.瑞典式纯胀形试验
在Erichsen胀形试验条件下,试件法兰边或多或少总会有某种变形,即法兰边金属会有少许流向凹模内。于是,中间部分材料的胀形成分就不单一。为此,在瑞典提出了一种纯胀形试验方法,如图1-3-14所示,在凹模与压边圈相应位置上设置了三角形肋槽,以阻止法兰部分材料流入凹模,使球形冲头下面的材料只产生胀形变形。
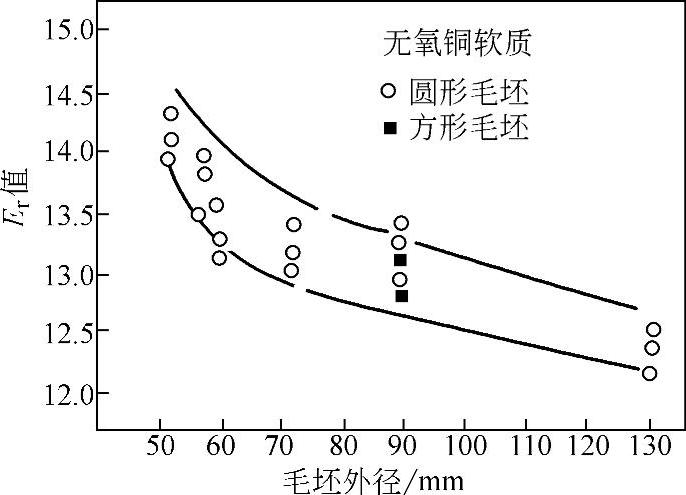
图1-3-13Er值与坯料外径的关系
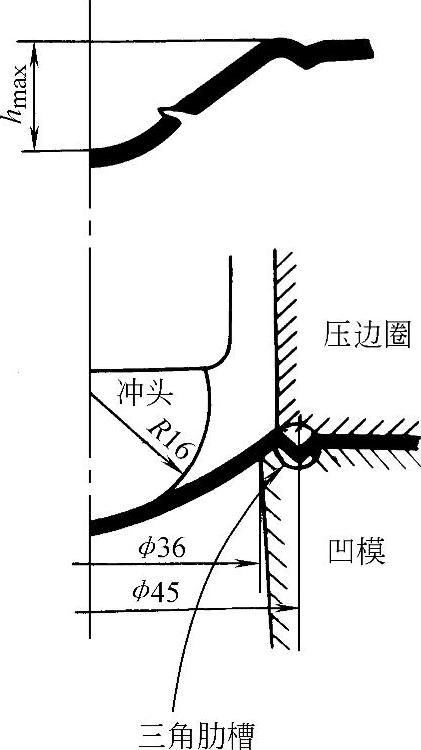
图1-3-14 瑞典式纯胀形试验法
与Erichsen试验相对应,纯胀形试验结果得到最大胀形深度hmax。hmax越大,表明板材的胀形性能越好。
但是,这种工艺试验方法尚未普及。其原因是,各种因素仍然会对试验结果产生影响,它不能从根本上取代Erichsen胀形试验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。