



板材的拉伸试验也叫做单向拉伸试验或简单拉伸试验。应用拉伸试验方法,可以得到许多评定板材冲压性能的试验值,所以它在生产中的应用十分普遍。
由于试验目的不同,板材冲压性能评价用的拉伸试验方法和所得到的试验值均与为评定材料强度性能的拉伸试验有所不同。
板材冲压性能拉伸试验方法如下:
试验设备:拉力试验机(机械式或液压式)。最近,我国已研制成功用简单拉伸试验方法测量板材冲压性能多种特性值的快速自动装置。
试件形状与尺寸:从待试验的板材上截取并加工成如图1-3-3所示的试样。
拉伸试样的长度按标准(如GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》)确定。
试样的宽度,根据原材料的厚度采用10mm、15mm、20mm和30mm四种,宽度尺寸偏差不宜大于0.02mm。
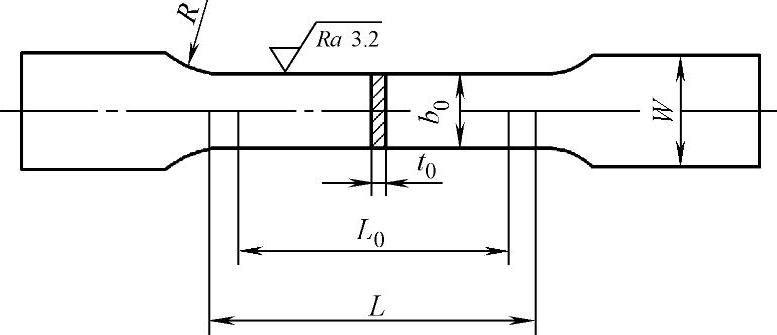
图1-3-3 拉伸试验试样
应当指出,拉伸试样的尺寸和尺寸精度对所得的试验结果(拉伸试验值)具有不可忽视的影响。由于现在用做评价板材冲压性能的拉伸试验试样尺寸的标准还不十分完善,在这项工作中应予以充分的注意。
在拉伸试验时,利用测量装置测量拉伸力P与拉伸行程(试样伸长值)ΔL,根据所测数值可以在P与ΔL坐标系中得到拉伸力P随伸长值而变化的曲线P-ΔL曲线,称之为拉伸曲线(见图1-3-4)。
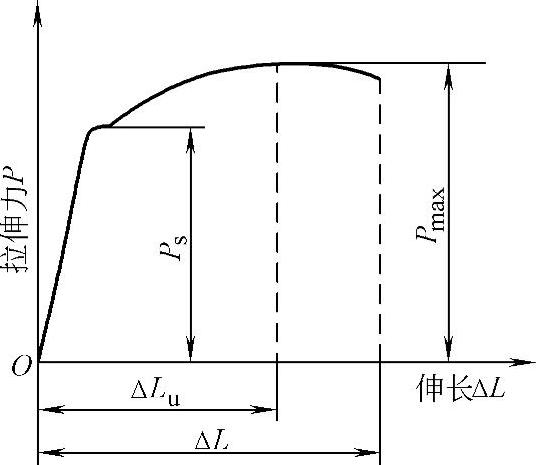
图1-3-4 拉伸曲线
如果用拉伸试样的原始断面积A0去除拉伸力P,即可得到拉伸过程中的名义应力σ。同时,把试样伸长值ΔL换算成伸长率 ,即可在σ与A的坐标系里得到名义应力与相对伸长率表示的拉伸曲线(见图1-3-5)。
,即可在σ与A的坐标系里得到名义应力与相对伸长率表示的拉伸曲线(见图1-3-5)。
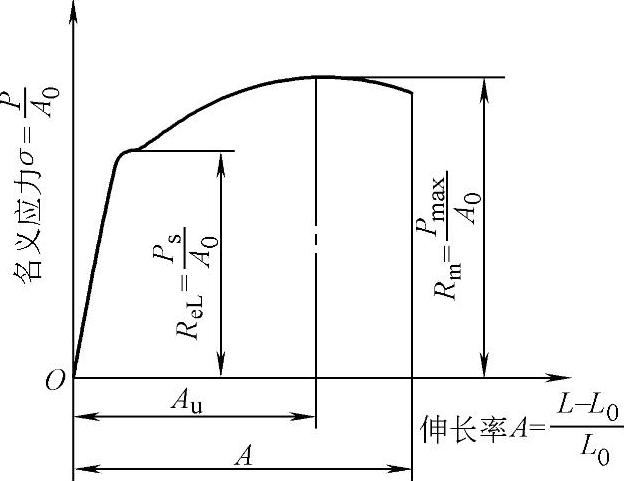
图1-3-5 名义应力拉伸曲线
利用板材的单向拉伸试验可以得到与板材冲压性能密切相关的试验值。这里,仅对其中较为重要的拉伸试验值,分别叙述如下。
1.屈服强度
如果板料拉伸曲线不具有明显的屈服强度(屈服平台),可以取残余应变0.2%时的名义应力。屈服强度ReL一般与拉伸类成形性能成反比关系,包括性能的稳定性方面。
2.抗拉强度
在拉伸过程中,当拉伸力达到最大值Pmax时,试样的均匀拉伸变形阶段结束,称这种状态为塑性拉伸失稳。在塑性拉伸失稳时,出现缩颈。抗拉强度Rm较高者其冲压成形性能较高,但冲压成形力更大。
3.屈强比
一般情况下,可以认为,当屈强比较小时,进行冲压变形的范围较大,而且在曲面零件冲压成形时,容易获得较大的拉应力使成形的形状得以稳定(定σs形),也就是减小回弹和消除松弛。屈强比除了影σb响拉深(成形)回弹外,还与拉伸类成形极限成负相关关系。
4.均匀伸长率 (https://www.xing528.com)
(https://www.xing528.com)
均匀伸长率较大时,板材具有较大的塑性变形稳定性,不易产生局部的过大变形而导致破裂。因此,板材的均匀伸长率大,对拉伸类成形有利,在一定条件下能成正相关关系。总伸长率A也有这种关系。
在拉伸试验中,试样的伸长变形达到最大均匀伸长率时,或拉伸力达到最大值Pmax时,即为出现缩颈。
5.硬化指数n(亦称n值)
大多数金属板材的硬化规律接近于幂函数σ=Kεn的关系(见图1-3-6),所以可用指数n表示其硬化性能。
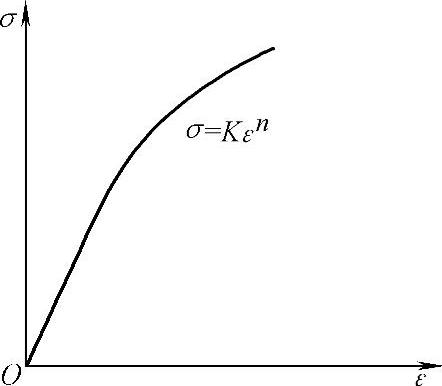
图1-3-6 硬化曲线
n值大的板材,在冲压成形时加工硬化剧烈,也就是说,变形抗力增加较快。因此,如果板材的n值大,它在冲压变形中变形区内各部分的变形程度趋于均匀,致使总体变形程度增大,对拉伸类冲压成形有利。用n值确定实际应力应变的幂函数关系,压缩类成形也遵循这种应力应变关系,所以n值与压缩类冲压成形也存在有一定的关系。n值较大的板材,抗皱性能较好。
利用拉伸试验确定n值的方法很多。如果测量并计算出拉伸过程中某两点的真实应力σ与应变ε,则可利用公式σ=Kεn计算出n与K的数值。通常称这种方法为两点法。两点法的取值点对所得结果有直接影响。当然,取值点必须是在均匀变形范围内,因此,通常取为A1=5%和A2=Au。有直接利用两个取值点的P和L值来计算n值的公式。此外,还有用阶梯形拉伸试样的拉伸来计算n值的公式等。
6.各向异性系数
板厚方向性系数 ,也称r值。r值是在拉伸过程中板材试样的宽向应变εb与厚向应变εt的比值。r值大时,表明板材在厚度方向上的变形比较困难,比板平面方向上的变形小,在伸长类成形中,板材的变薄量小,有利于这类冲压成形。但试验与理论分析都证明,当板料的r值较大时,它的拉深性能也好,板材的极限拉深系数mc更小。
,也称r值。r值是在拉伸过程中板材试样的宽向应变εb与厚向应变εt的比值。r值大时,表明板材在厚度方向上的变形比较困难,比板平面方向上的变形小,在伸长类成形中,板材的变薄量小,有利于这类冲压成形。但试验与理论分析都证明,当板料的r值较大时,它的拉深性能也好,板材的极限拉深系数mc更小。
由于板材的r值常具有方向性,也就是说,在板平面不同方向上的r值常不一样。这时可以按平均值计算
式中,r0、r45与r90分别是与板材轧制方向成0°、45°与90°的方向上截取的拉伸试样时测得的r值。
一般认为,r值在拉伸过程中不发生变化,故可在伸长率为10%~20%之间测量计算。板平面方向性系数
板平面方向性系数Δr大时,板材的方向性强,结果会引起塑性变形分布的不均,造成圆筒形拉深件的厚度不均和制耳现象严重等。因此,Δr过大,对冲压成形不利。
应当注意,不少冲压板材的厚向异性系数r越大,其板平面方向性系数Δr的绝对值也越大。r越大时,其极限拉深系数mc越小;但Δr越大时,拉深制耳越严重。因此,在选择材料的r值时,需考虑它对拉深成形的有利影响和不利影响。
另外,r值对拉伸类冲压成形也有关系,也是其评定参数之一。
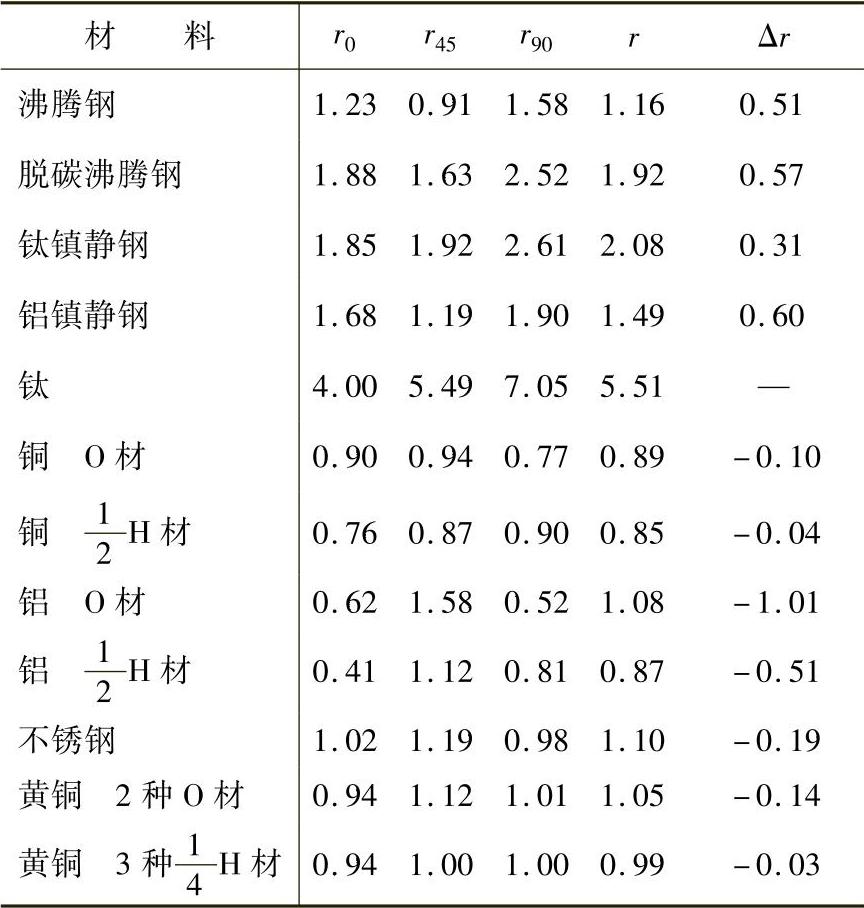
表1-3-4和表1-3-5分别列出了部分材料的n值和r值。
表1-3-4 部分板材的n值和K值
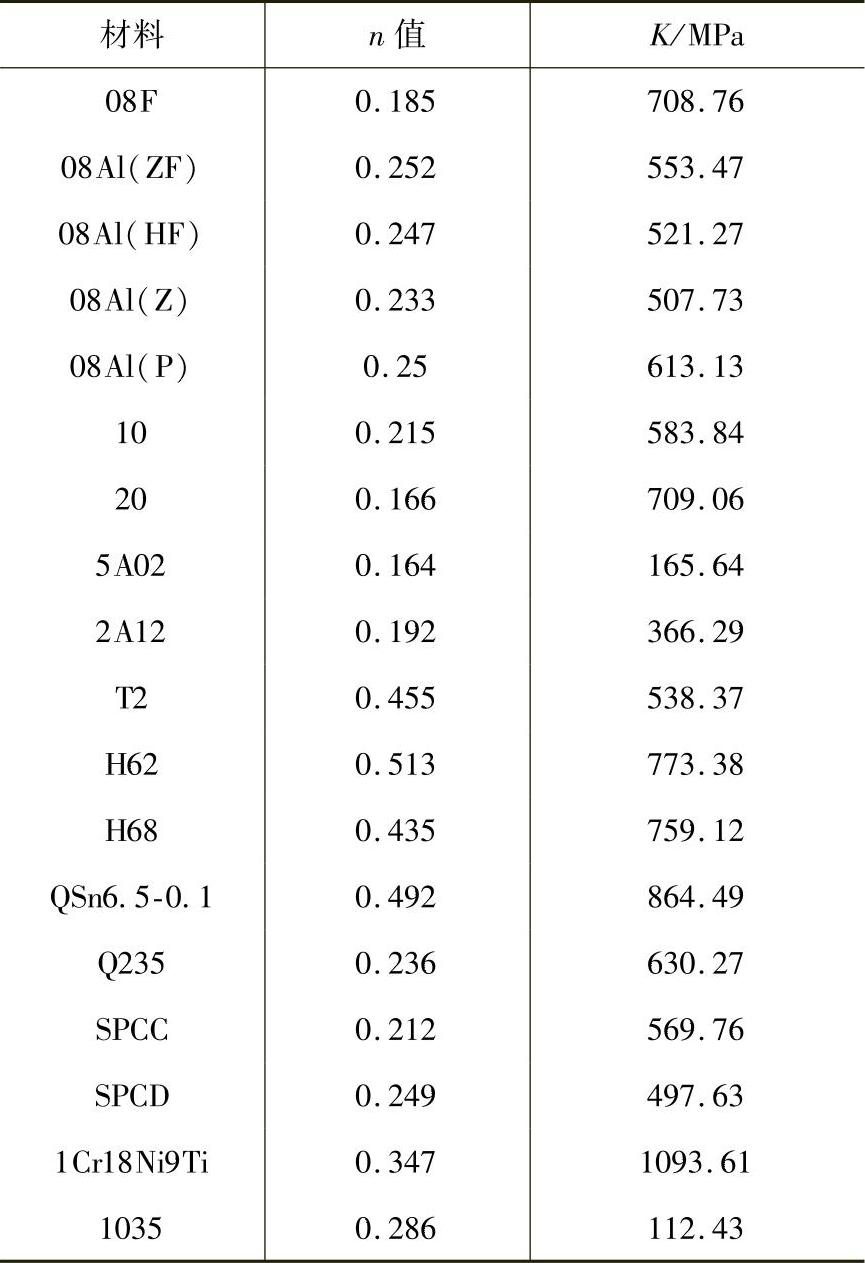
表1-3-5 部分板材的r值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。