



在相同的外力作用下,冲压毛坯的各个部分有多种变形的可能时,结果一定是需力最小的部分以需力最小的方式变形。
在大多数冲压成形过程中,冲模的作用力并不直接施加在毛坯的变形区或变形区的边界上。这时,为使变形区产生塑性变形所必需的外力是通过毛坯的其他部分(传力区)获得的。虽然是同一个冲模外力的作用,但是,由于毛坯各部分的几何形状和尺寸不同,它的受力情况(应力状态等)和可能产生的变形方式的可能也不一样,有时候甚至有几种变形的可能性存在。在毛坯的各个部分可能产生的各种变形之中,可能实现哪种变形方式,这主要决定于毛坯各个部分之间的尺寸关系。因此,为了确保在实现预期变形方式的同时,排除其他不必要的变形方式,进行冲压变形的控制,必须在冲压工艺过程和工艺参数的确定工作中,满足变形趋向性规律的要求。
表1-2-6中列举了缩口成形(见图1-2-13)过程中可能产生各种变形的可能性和各种变形方式出现时变形力-行程曲线的对比。各种变形力-行程曲线是:OA——变形区的缩口变形;OB——变形区的失稳起皱;OC——传力区的压缩变形;OD——传力区的轴向受压失稳。
表1-2-6 缩口成形时的变形趋向性
(续)
图1-2-13 缩口成形
上述的变形趋向性规律是十分重要的,利用它可以说明很多冲压工艺中的实际问题。例如,在板料和变形区尺寸因素完全相同时,仅仅由于传力区的强度与刚度的不同而必须采用差别很大的缩口系数的原因,可以运用变形趋向性规律的概念予以说明。(https://www.xing528.com)
图1-2-14所示是某零件成形工艺中的缩口工序和毛坯各部分的变形力-行程曲线的对比。在图1-2-14所示的缩口成形时,毛坯的传力区有三个(A、B、C)部分,它们的形状不同,可能产生的变形不同,所以其承载能力也不一样。图中力-行程曲线的左半部是三个传力区在单独受轴向力作用时的承载能力曲线。曲线的右半部是单纯缩口变形时的变形力-行程曲线。从三个传力区承载能力的对比可知,传力区C的承载能力最小,所以它是决定缩口变形极限的主要因素。由于环形传力区C的承载能力很小,所以只能采用变形程度较小的缩口工艺参数。
图1-2-14 传力区对极限缩口变形程度的影响
A—传力区A的承载能力 B—传力区B的承载能力 C—传力区C的承载能力 a—缩口变形程度较小时的变形力-行程曲线 b—缩口变形程度较大时的变形力-行程曲线
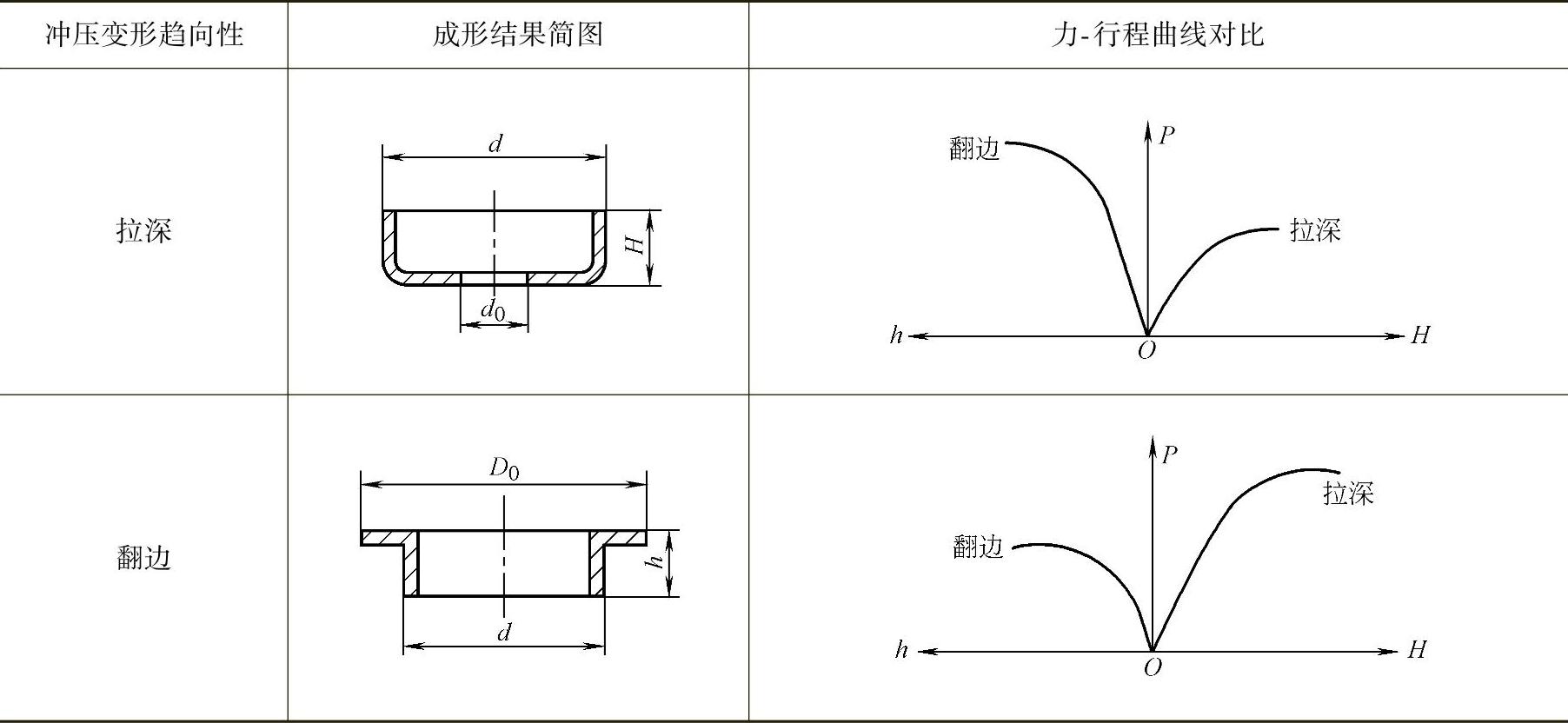
应用冲压变形趋向性规律,可以对所有的冲压变形过程进行分析,所以它是制定冲压工艺过程和确定合理工艺参数的基础。图1-2-15中所示的冲压过程也可运用冲压变形趋向性规律进行分析。这种情况下的冲压变形趋向性、各种变形趋向性的成形结果和与之相对应的力-行程曲线对比见表1-2-7。
图1-2-15 带孔毛坯的成形
表1-2-7 带孔毛坯冲压成形时的变形趋向性
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。