



在冲压加工中,板料毛坯的变形是由于应力作用的结果。为了进行正常的冲压成形过程,获得一定形状的冲压件,必须通过应力实现对毛坯变形过程的控制。因此,对冲压过程中作用于毛坯内的各种应力的分析是一项非常重要的基础性工作。
当然,塑性力学中关于应力的各种概念(如法向应力、切应力、主应力、全应力等)及有关应力的理论,在冲压成形过程中都是适用的。但是,为了适应便于进行冲压过程中变形分析的需要,从冲压加工的特殊性考虑,研究冲压成形过程中出现的各种应力,它们产生的原因、存在的形式、相互间的关系、造成的结果等可以从根本上说明冲压变形规律的问题。
以冲压变形分析的需要为出发点,可以把冲压毛坯内可能出现的各种应力,按照它们产生的原因和特点分为加载应力、第一类诱发应力、第二类诱发应力和残余应力等。
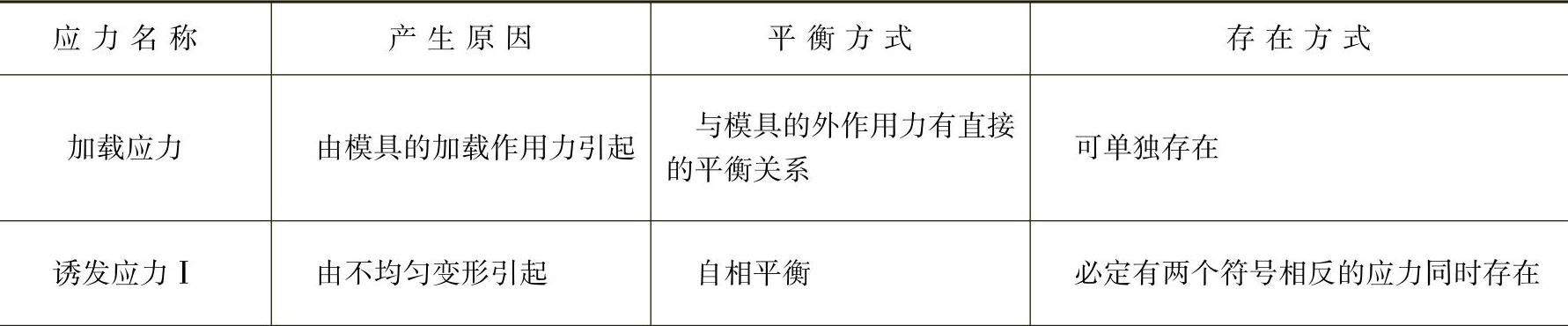
加载应力是由模具的外作用力(或力矩)直接作用于(或通过传力区)毛坯的变形区,并使其产生变形的内应力。因此,加载应力的数值可以按照变形区进入塑性状态的条件计算求得。另一方面,加载应力与外作用力(或力矩)是相互平衡的,所以加载应力时常成为计算冲压成形力(或力矩)的一个必要条件。
诱发应力是由冲压成形过程中毛坯的不均匀变形引起的。虽然诱发应力并不是冲压成形所必需的,但是在绝大多数的冲压成形中都有诱发应力存在,而且可能引发某些变形问题。因此,对冲压成形中诱发应力的研究也是具有实际意义的。
诱发应力与外作用力(外力矩)之间并不存在有相互平衡的力学关系。在冲压成形时,毛坯内产生的诱发应力一定是成对的,也就是说,一定要同时产生拉应力诱发应力与压应力诱发应力,而由这两个不同符号的诱发应力所形成的两个内力是相互平衡的,即两个内力的数值是相等的。两个成对产生的诱发应力可能存在于冲压毛坯的不同部位,但也有可能存在于毛坯的同一个部位上,在板厚方向由中性层所划分成的内、外两侧的横断面上。
从诱发应力产生的原因与存在形式的不同,可概括成如下几种诱发应力。
第一类诱发应力是不均匀变形引起的,它主要发生于非对称的复杂形零件的冲压成形过程。例如在盒形件拉深成形时,在凸模周围各部位上的变形是不同的,所以在径向产生的伸长变形也不一样。这样,在伸长变形不同的部位之间,就会产生诱发应力:在伸长变形大的部位产生压应力的诱发应力;在伸长变形小的部位产生拉应力的诱发应力。如果板料具有板面内的各向异性,即使是轴对称形状的圆筒形件的拉深成形,也可能出现因不均匀变形引起的诱发应力(见图1-2-5)。
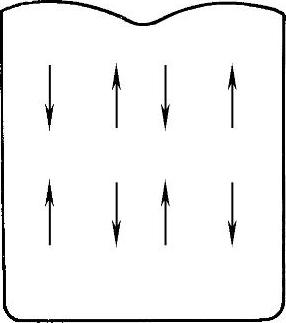
图1-2-5 板材各向异性引起的诱发应力(圆筒形件)
在冲压过程中,毛坯变形区的变形势必引起毛坯总体形状的变化。如毛坯的几何形状形成的某种刚度,使毛坯因变形区的变形引起的总体形状变化受到阻碍,不能顺利地进行时,就会在毛坯的不同部位上出现相互平衡的内应力,也就是另一种形式的诱发应力。例如图1-2-6所示的宽板弯曲时,弯曲毛坯在外力的作用下,在中性层的内侧与外侧产生切向的内应力:切向压应力与切向拉应力σθ。作用于中性层外侧的切向拉应力σθ引起切向伸长应变的同时也会引起宽度方向的压缩应变。同样道理,作用于中性层内侧的切向压应力σθ在引起切向压缩应变的同时也必然引起宽度方向上的伸长应变。但是,在弯曲时,毛坯已经形成的三维空间形状阻碍了宽度方向上出现方向相反的伸长应变与压缩应变,于是在板料的内侧与外侧出现方向相反且相互平衡的诱发应力σz。
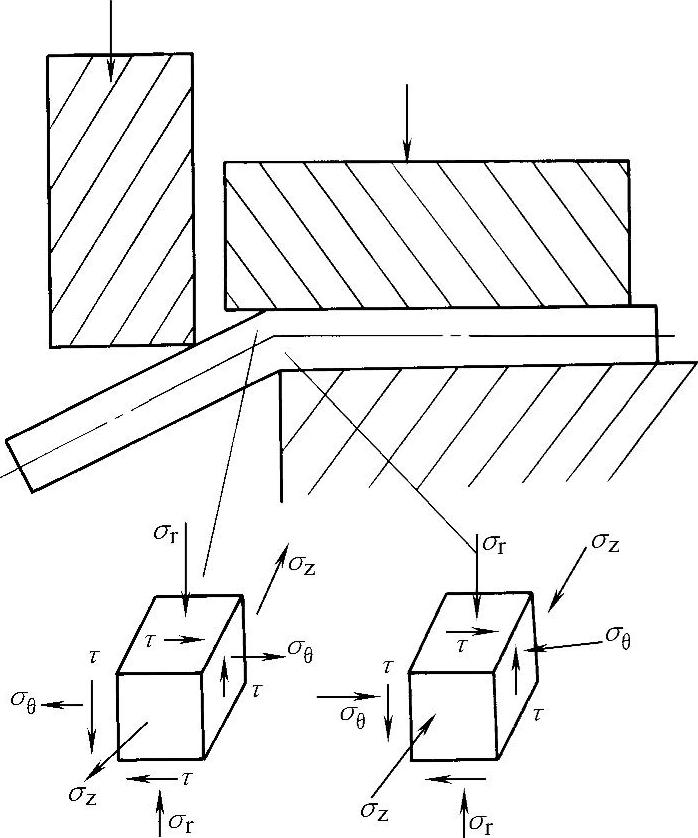
图1-2-6 宽板弯曲时的诱发应力
在冲压成形过程中,因某种变形受阻而产生诱发应力的实例很多。在冲压成形中经常有板料毛坯在模具圆角部位滑动而经历反复弯曲变形的情况。按照前边的分析,这时也会产生诱发应力。图1-2-7所示为毛坯在拉深凹模圆角出口部位上产生诱发应力的情况。在拉深件的外表面是拉应力的诱发应力;在拉深件的内表面是压应力的诱发应力。
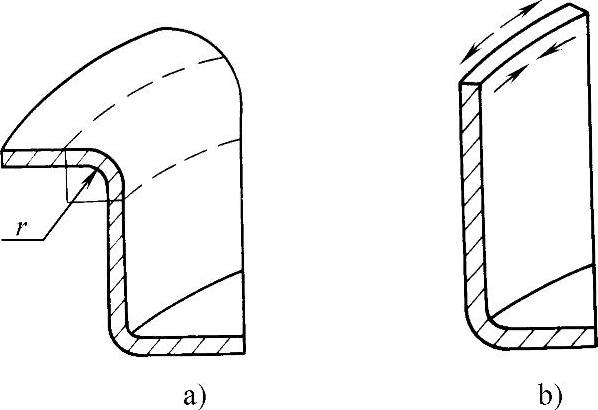
图1-2-7 拉深凹模圆角出口处的诱发应力
a)凹模圆角区的弯曲变形 b)圆角区出口处反弯后的诱发应力
由于毛坯内产生的诱发应力所形成的内力是相互平衡的,也就是说,它们的作用方向相反,而数值相等,所以用改变其中任何一个诱发应力数值的办法都可以改变另一个诱发应力的大小。图1-2-8所示的冲压成形是伸长类曲面翻边。在冲头力的作用下,在两个侧壁内产生与冲头力方向一致的加载应力。随着冲头的下降,在两侧翼面上产生伸长翻边变形,并形成周向的拉应力的诱发应力;在底面上产生方向相反的压应力的诱发应力(见图1-2-9)。在诱发压应力的作用下,底面可能发生失稳起皱的缺陷。在这种情况下,用改变底面宽度、两侧翼面宽度或改变直边部分长度的办法,都能够改变作用于底面上的压应力诱发应力的数值,从而解决底面起皱的缺陷[5]。
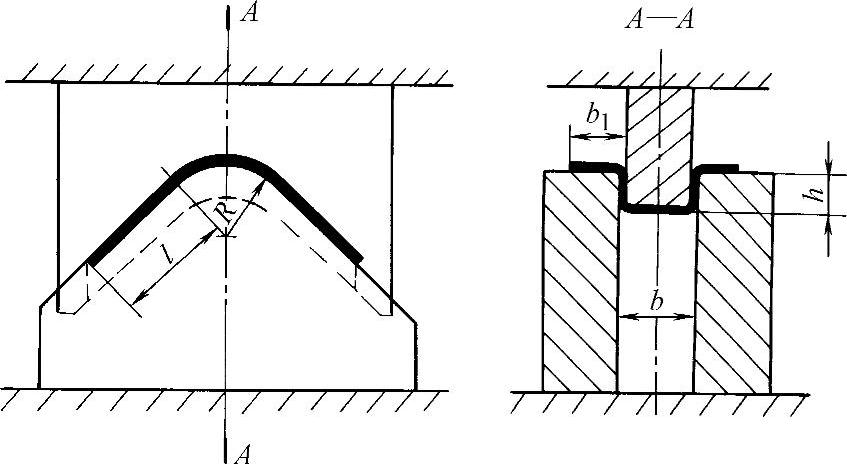
图1-2-8 伸长类曲面翻边(https://www.xing528.com)
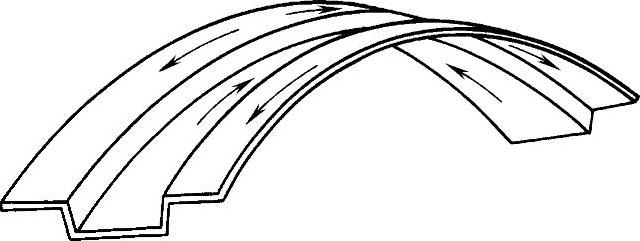
图1-2-9 伸长类曲面翻边时的诱发应力
当冲压成形已经结束,冲压件从模具中取出时,模具对冲压毛坯的作用力已完全消失,但成形时形成的内应力不一定随卸载过程而完全消失,在卸载后仍然可能以残余应力的形式存在于已成形的冲压件的某些部分或全部。当模具的外作用力去除以后,与外作用力有平衡关系的加载应力变化较大,虽然加载应力的大部可能消失,但有时也可能以另一种应力的形式转变成残余应力。由于诱发应力与外作用力之间没有力的平衡关系,所以当外作用力去除以后,诱发应力仍然可能保存下来,变成为残余应力。
一般说来,残余应力是有害的。残余应力可能影响冲压件的形状与尺寸精度,尤其在冲压成形后,经修边或冲孔工序之后,残余应力得以释放,使成形后得到的冲压件形状与尺寸发生变化,造成生产中很难解决的质量问题。如果板材是黄铜、不锈钢等敏感性材料,在冲压成形后从模具中取出冲压件时,可能立即发生因残余应力引起的开裂破坏;也可能在冲压成形后放置一段时间,甚至在装配后使用过程中出现开裂破坏。这种破坏称时效开裂。图1-2-10所示就是拉深成形后黄铜件的时效开裂的实例。
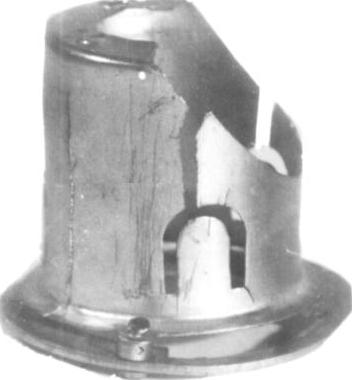
图1-2-10 拉深件的时效开裂
圆筒形拉深件的时效开裂,是由切向残余应力引起的。应用图1-2-11所示的剖切方法,测量剖切前后(残余应力释放前后)各个环的尺寸变化,经过简单的计算,即可得到圆筒形拉深件切向残余应力的数值及其在高度方向上的分布规律(见图1-2-12)[6]。图1-2-11所示为三个在第1次、第2次和第3次拉深后经剖切与测量的试件。
冲压成形中作用于毛坯内的各种应力的特点见表1-2-5。

图1-2-11 用剖切法测试拉深件的切向残余应力
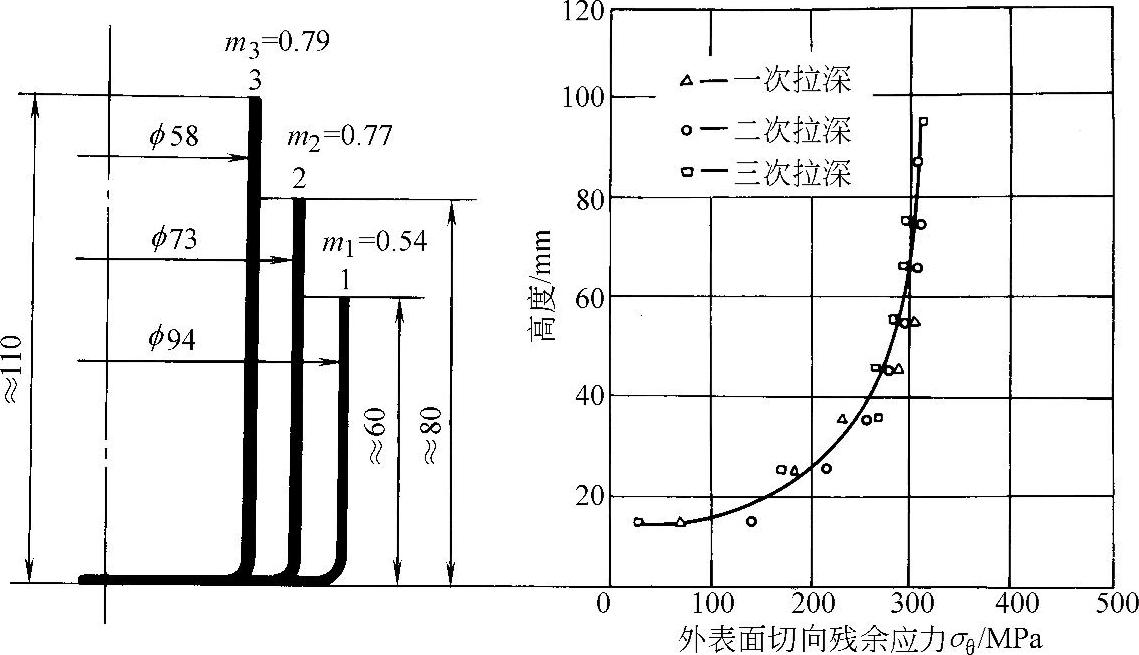
图1-2-12 第1、2、3次拉深件外表面残余应力的实测结果
材料:08钢;厚度:0.6mm
1—第1次拉深后的圆筒形件 2—第2次拉深后的圆筒形件 3—第3次拉深后的圆筒形件
表1-2-5 冲压成形中作用于毛坯内的各种应力的特点
(续)
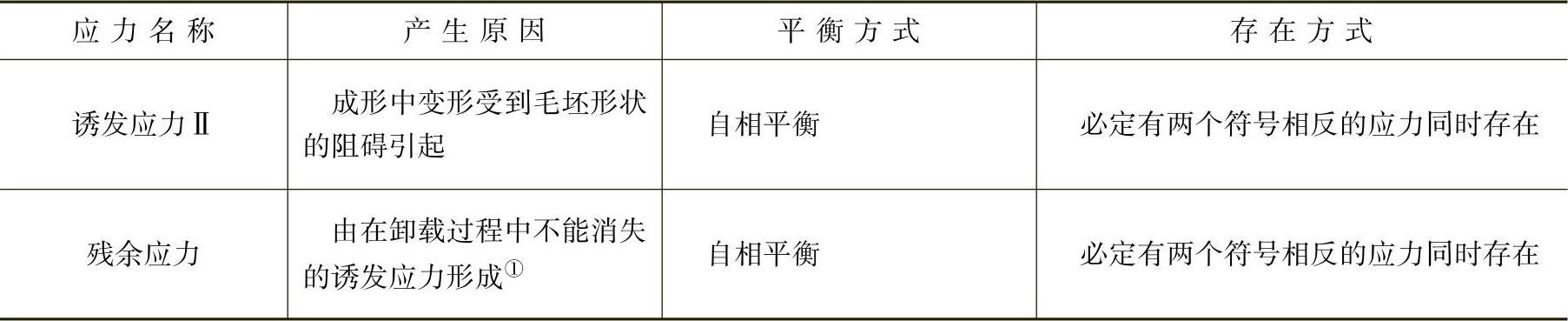
①残余应力还有其他生成原因。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。