



本标准仅限于1000m3~4000m3高炉所配套的干式、湿式TRT透平机系列。
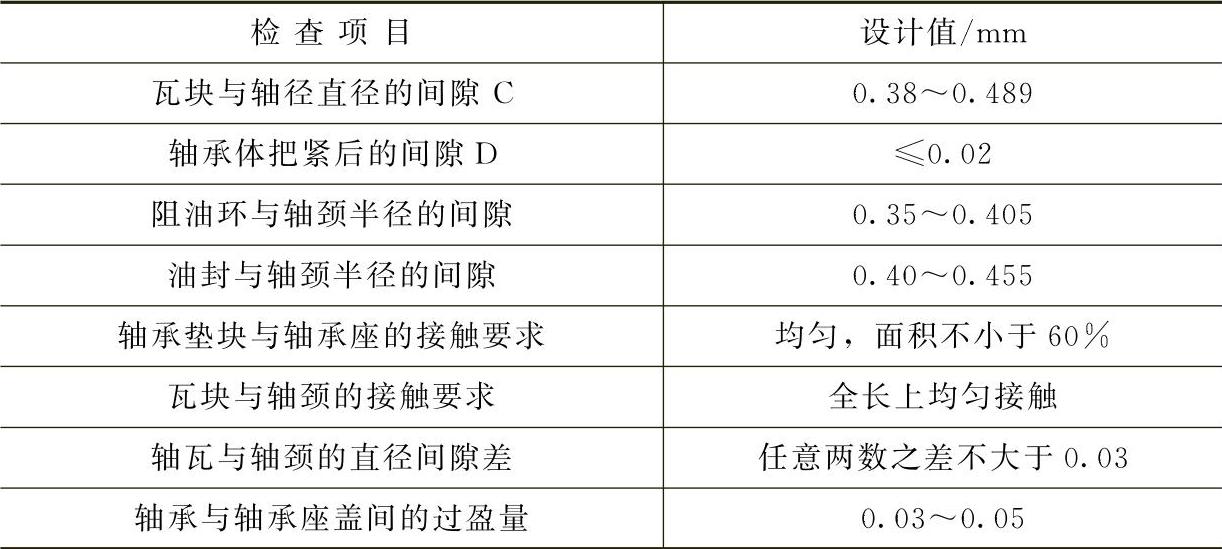
1.支承轴承检查标准(表6-3)
表6-3 支撑轴承检查标准
2.推力轴承检查标准(表6-4)
表6-4 推力轴承检查标准
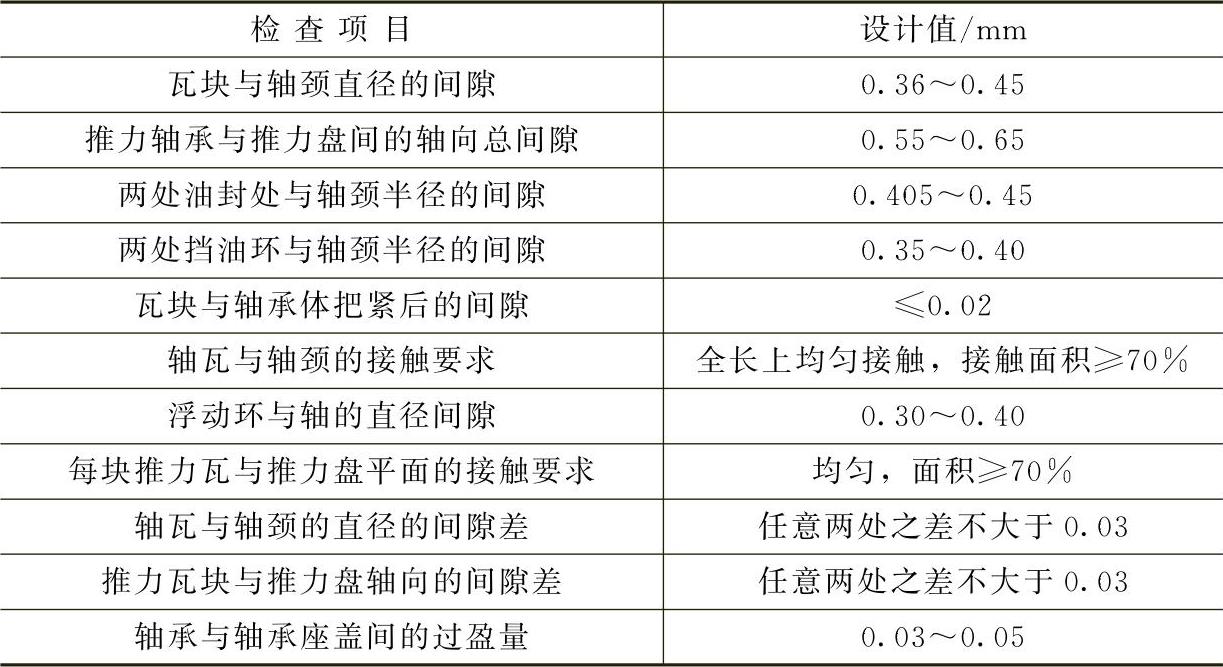
检查表6-3间隙并做好记录,检查时应对转子施加适当的向出口端的轴向力;要保证轴向总间隙0.55~0.65mm。
3.动、静叶片部分的间隙设计值(表6-5)
表6-5 动、静叶片部分的间隙设计值

按图6-1所示,检查转子径向圆跳动与端面圆跳动,其设计值见表6-6和表6-7。
表6-6 转子组件径向圆跳动测定表
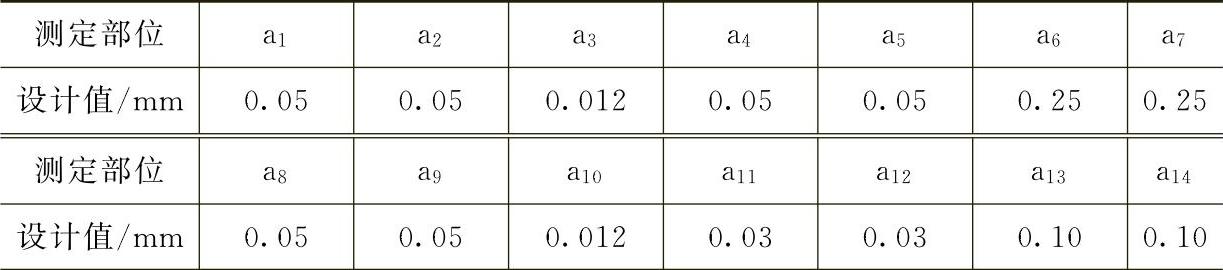
表6-7 端面圆跳动测定表

注:b1、b2为推力盘的正负面。
4.前、后机座(https://www.xing528.com)
1)在中分面上检查下机座的水平状态,要求横向水平误差不大于0.30mm/m;前、后机座轴向水平误差不大于0.10mm/m,前后机座交接处结合面高度差不大于0.03mm。
2)在出入口侧轴承座处分别装上推力轴承和支撑轴承下部,用假轴找正,根据找正实测数据,选用轴承垫片;使轴的轴向水平误差不大于0.10mm/m;
5.盘车机构
要求中分面间隙不大于0.05mm。
6.转子的检测标准:
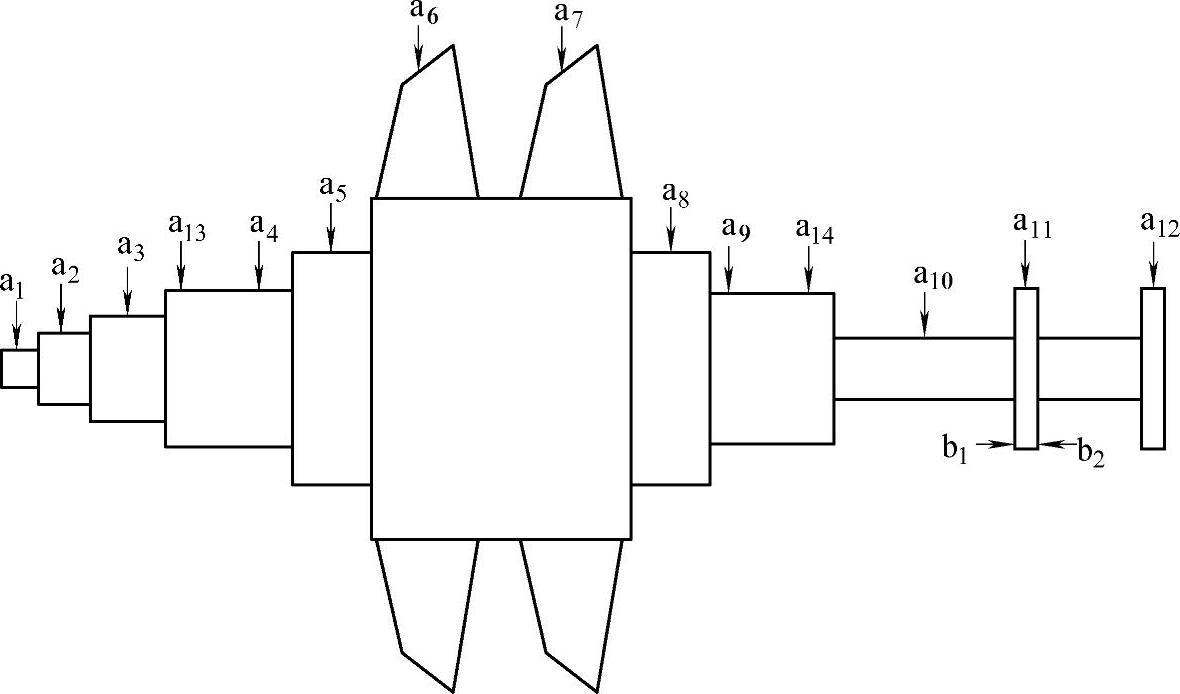
图6-1 转子组件径向圆跳动
1)转子的起吊和就位:应使用专用吊装工具并挂在转子指定位置上,起吊时转子水平误差不应大于0.1mm/m。
2)大中修转子应做动平衡校验。校验后的残余不平衡量在其工作转速下产生的离心力不超过转子重力的3%。
3)转子上的叶片应无锈垢,无明显的表面损伤;如有,则要进行修补,必要时更换新叶片。
4)动、静叶片运行3万h要进行叶片探伤检查,且要百分之百地检查处于安装良好状态的动、静叶片的工作部分和叶片连接部分(可采用着色法进行检查)。
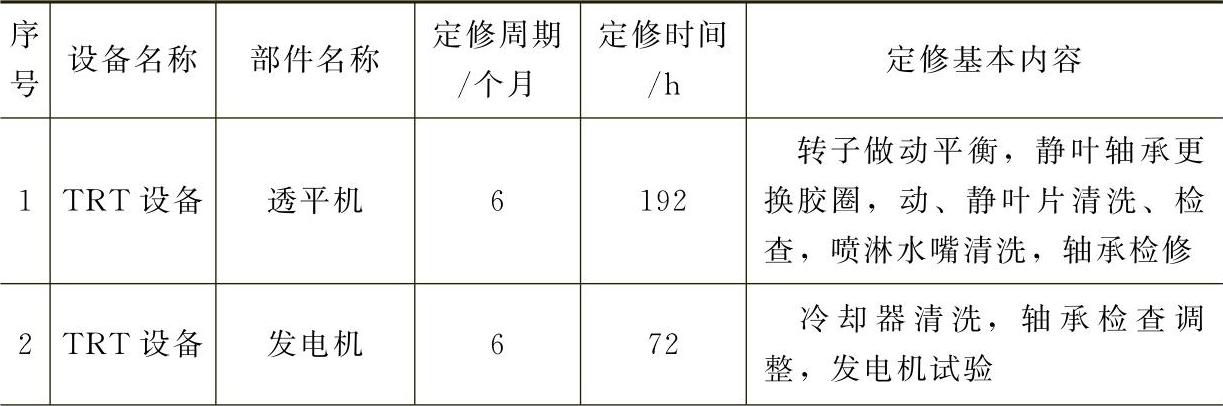
主要生产设备定修设定见表6-8。
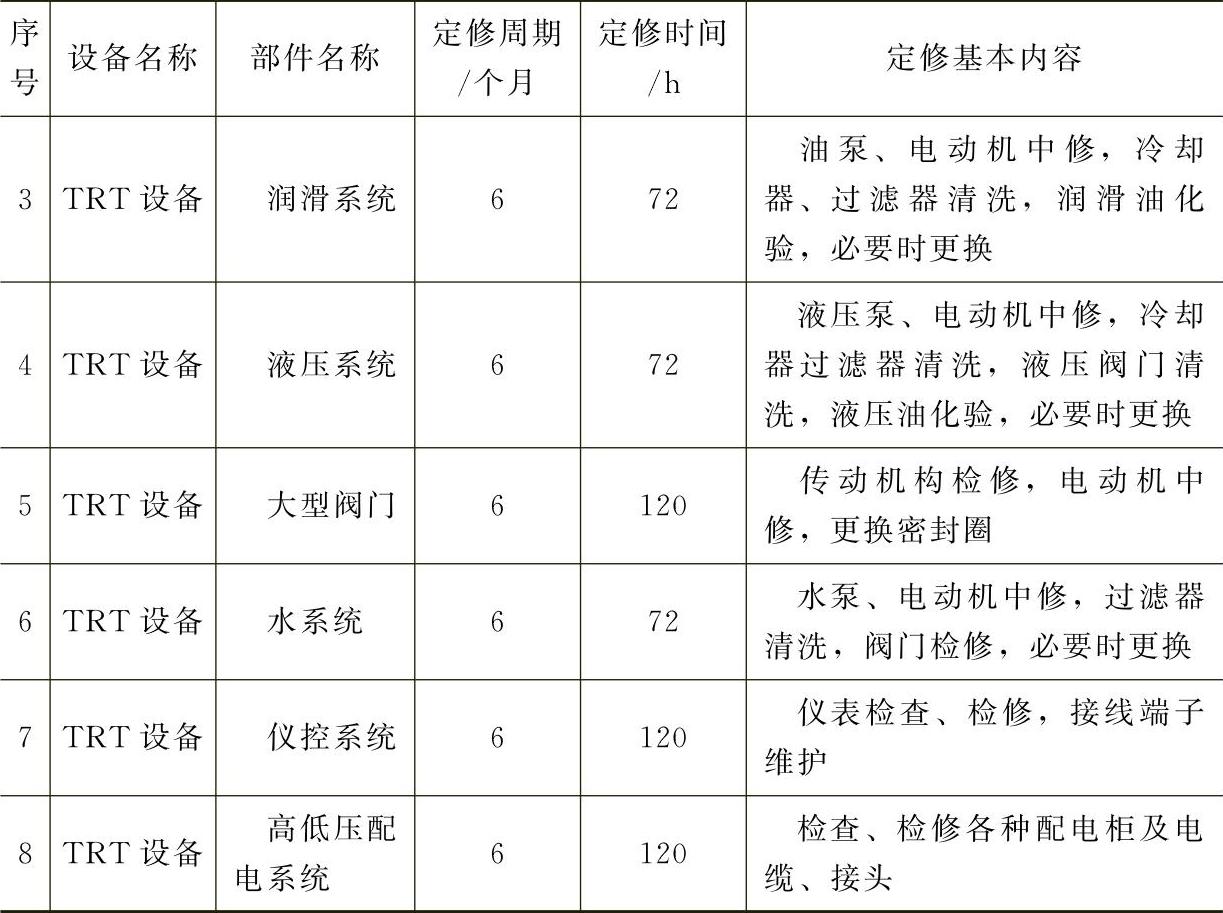
表6-8 主要生产设备定修设定
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。